Thanks for the video, Don. I hope mine ends up half as nice.
My "plan" is to use the grub screws as short studs but reverse them so that the hex hole in the end is not seen. By using two nuts as locks I can tighten them into the cylinder and other short blind 5-40 holes. I have ordered some hex-hex bolts from American Model Engineering that will be used to connect the cylinder to steam chest to cover. I also have some 5-40 threaded rod to use in other places as needed. Those model-scale nuts and bolts cost $0.30 each, so the model will have a lot of expense just in nuts and bolts.
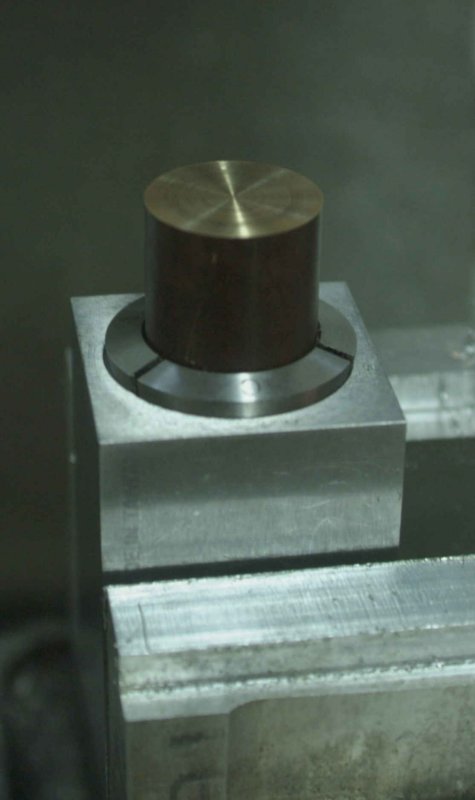
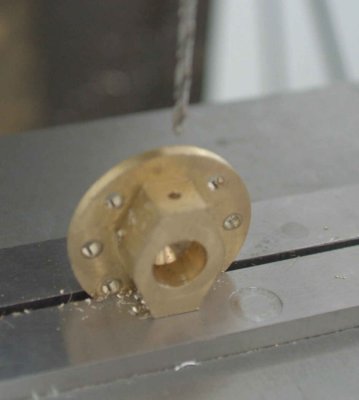
This weekend I bit the bullet and redid the inner cylinder covers to orient the mounting holes correctly. I also decided I could use the CNC mill to get accurate centering of the holes for the piston rod. The first order of business was a skim cut on some 1.5" diameter brass rod, yielding a diameter of 1.491". Without removing the rod, face, then turn the inner spigot of the cover to a close fit with the cylinder bore. Then drill a pilot hole and part off. Repeat for the second piece.
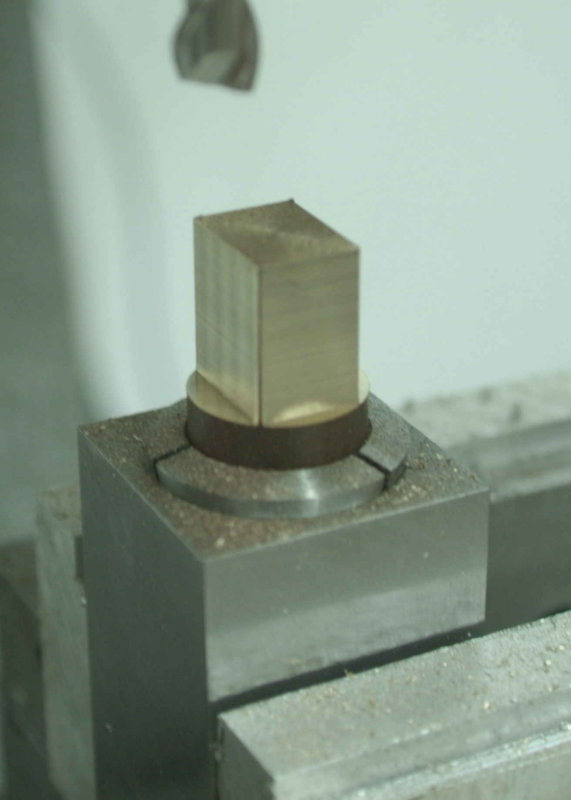
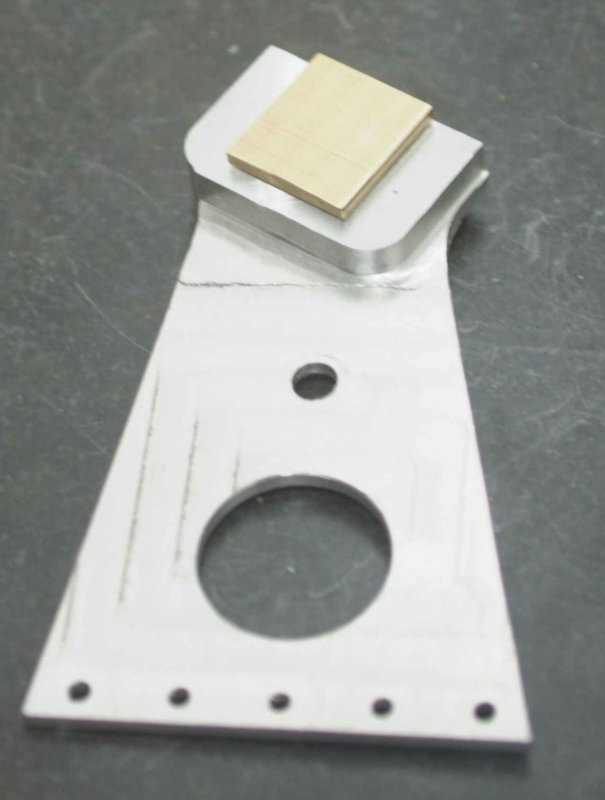
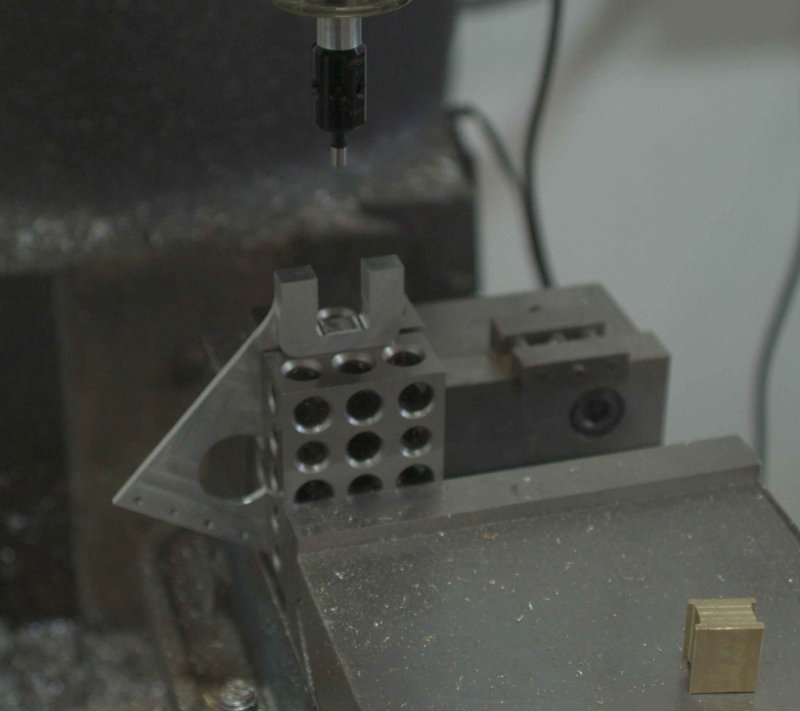
Next use the CNC mill to create a soft jaw pocket to match the diameter. Afterwards the Z-axis of the mill is centered on the pocket and thus the workpiece that's mounted in it. Now I can face the parted end, mill the profile, drill the mounting holes and the hole for the gland screw, and tap the hole for the screw using the 1/2-28 forming tap. Then screw in the gland screw and drill through it. Hopefully everything ends up concentric. I didn't have my .251" reamer handy, so that will be done later.
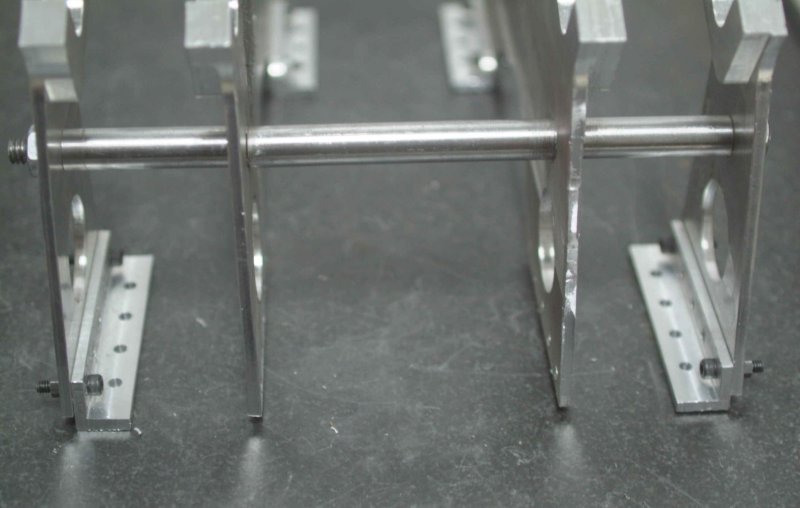
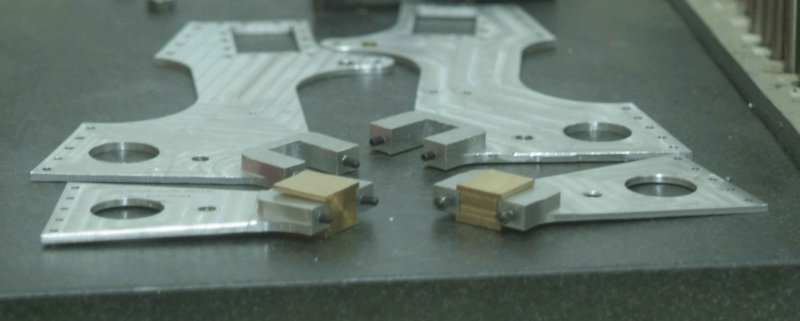
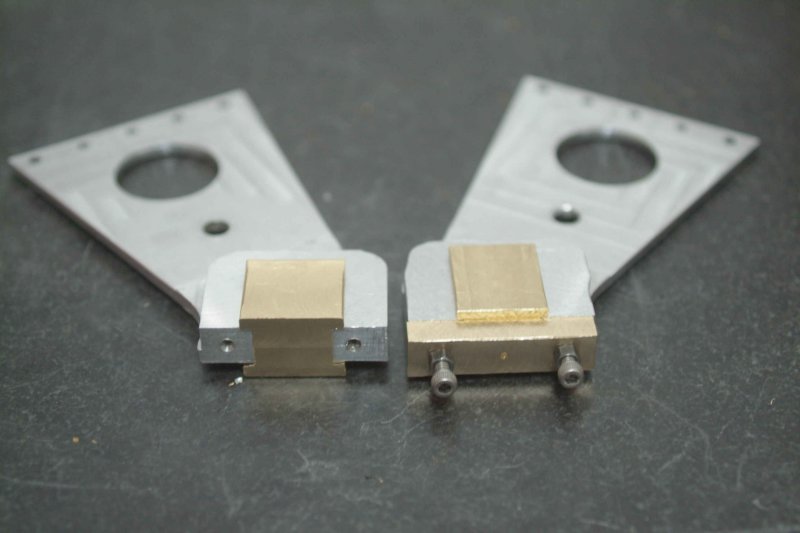
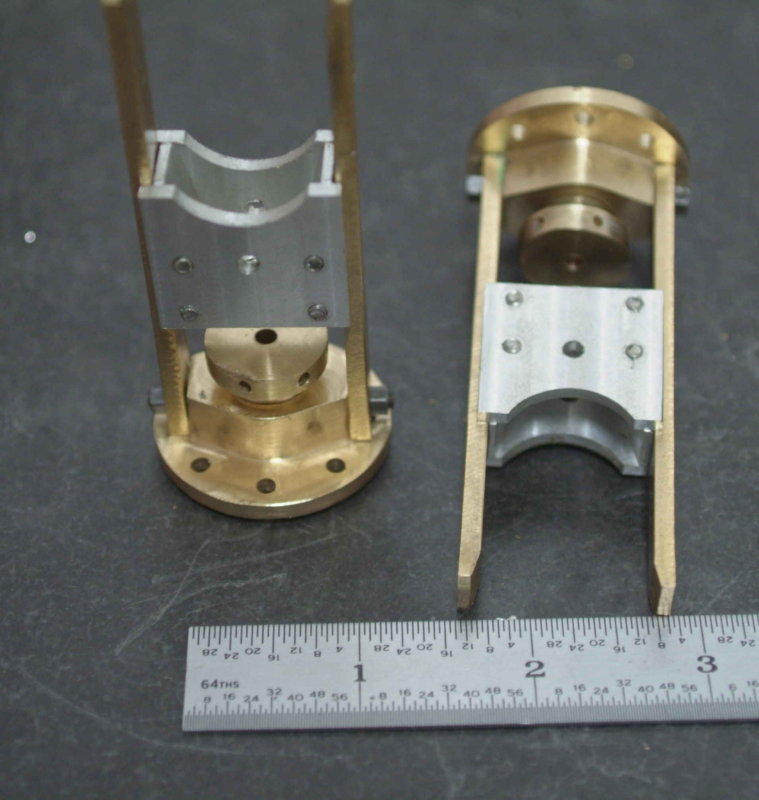
The last operation is manually drilling and tapping the holes for the crosshead guides, as shown in an earlier post. With everything assembled for a trial fit:
Of course, everything didn't go as smoothly as the above sequence would suggest. Biggest issue was that the gland scews would not go into cover more than 1/2 turn. The screws do go into the aluminum nut I made with the same tap, and the tap turns easily in the covers' threads. I tried to set up the lathe to potentially recut the threads a smidge deeper, but couldn't get the screws perfectly straight in the collet chuck. I finally decided to run a small triangular file into the threads while the lathe was turning slowly, and in addition put a slight bevel on the ends. Now I can get about 2 turns of the screw, so I'll just have to put enough packing into the glands.
My list of parts to finish is getting smaller:
Mill and bore crank bearings
One piston rod and piston
Crankshafts and the connector
Conrod pins
Lifting links
Remake one weigh link, plus some lever mechanism to move the weigh shaft
Eccentric discs
Remake one staybar
Some sort of base
Air plumbing to steam chest inlets
Got an order into Enco for materials plus some roll pins.
Then lots of filing, adjusting, cussing, and remaking anything that proved inadequate. One month to go before my 2-month trip, so mitmwill be close.