Bob,
I appreciate the support; thanks for your comments.
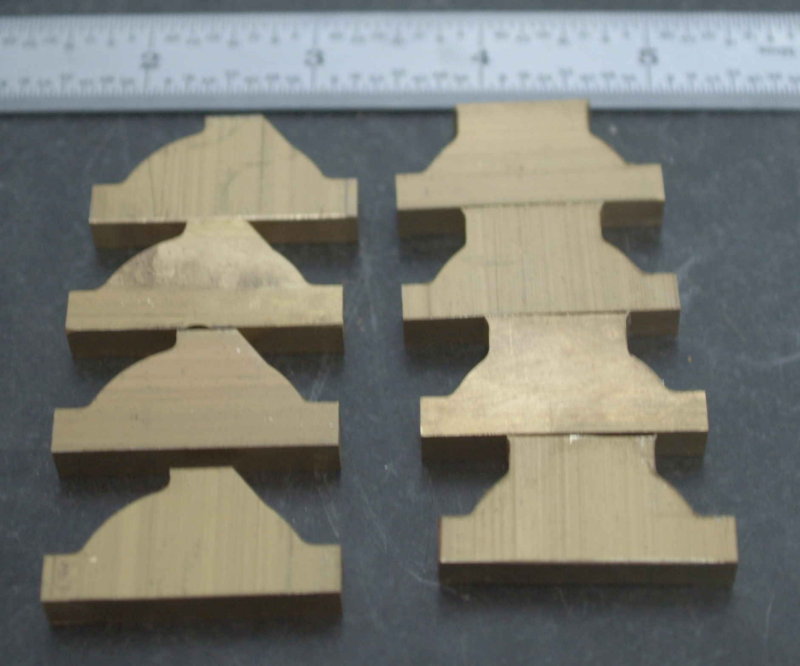
Over the past three days I've been trying to make progress on the eccentric straps, all the while having life get in the way. I recently found a slotting saw via Craigslist, so it was a big help in cutting out the blanks for the straps from some 1/8' thick brass sheet. Each of the 8 pieces was machined to 1.5x.75". All three dimensions are slightly larger than the final target size.
I should have made a spare as I later ruined one and had to go back and make another. :'(
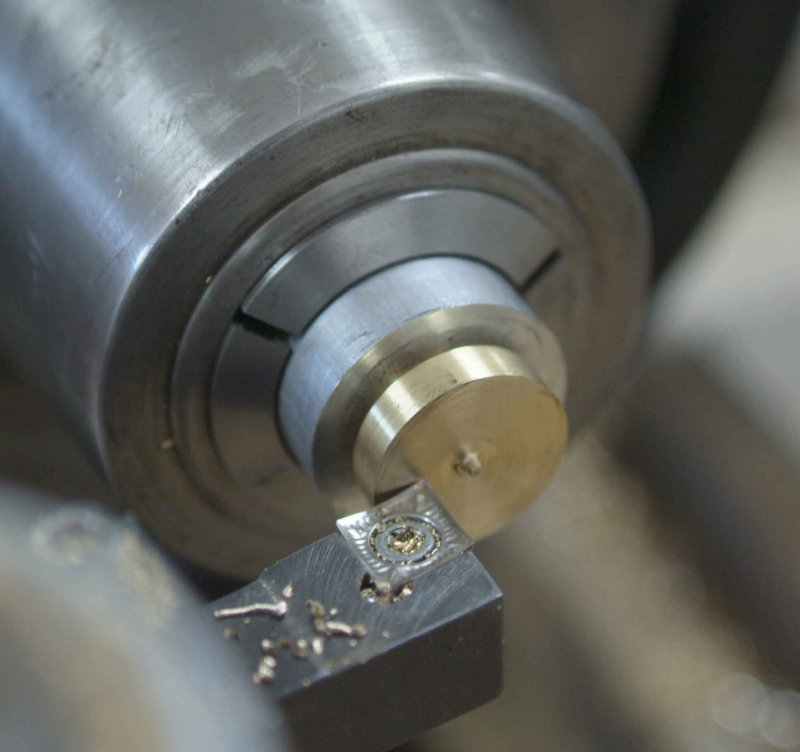
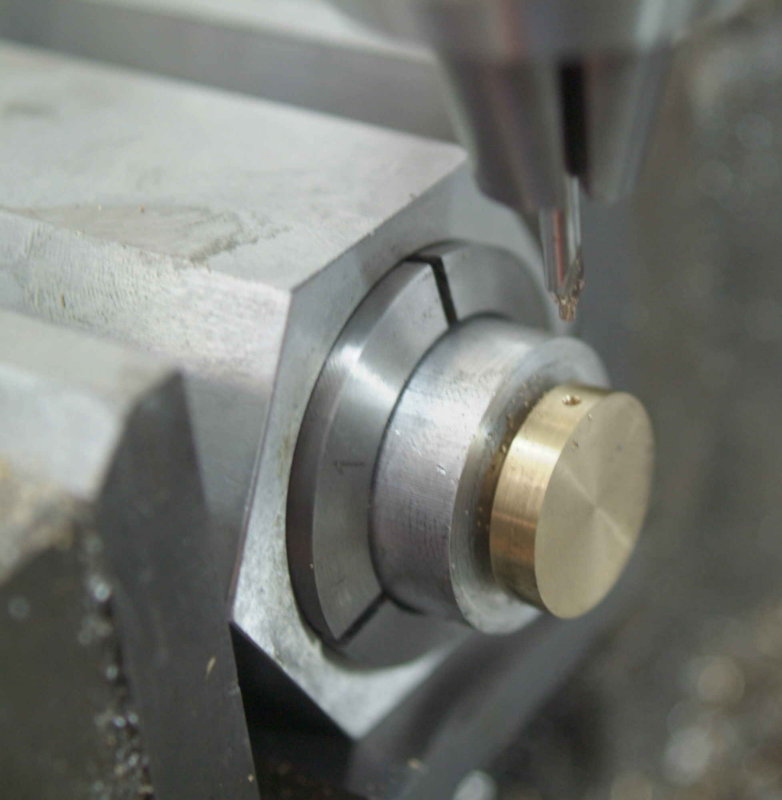
Then each piece has a profile cut on the CNC mill: roughing cut with a .25" endmill, and a finish cut with a 1/8" endmill. I had previously made another but it was messed up since I had a poor design for clamping in the vise. This time I left a flat on each side; on the forward side this will later be milled away.
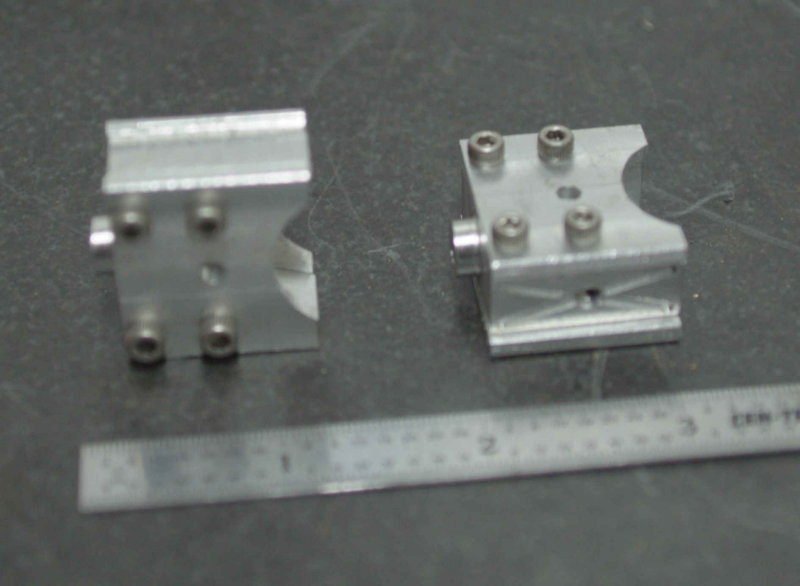
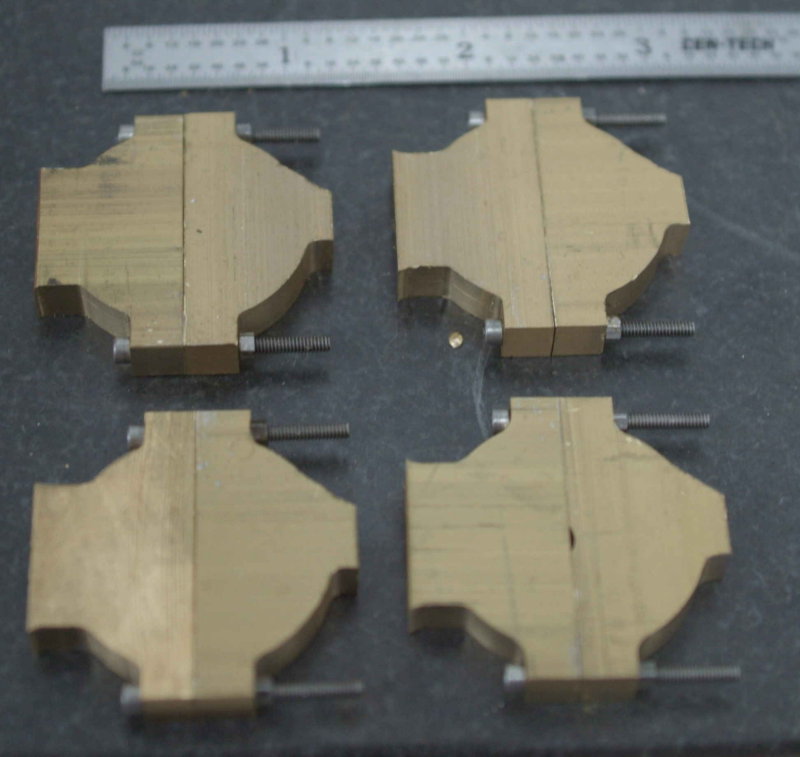
Then the mounting holes were drilled. Here I used softjaws on the vise to machine a holding pocket. This allowed the hole spacing to be quite precise. Now I'm able to screw the two halves together with 2-56 screws and nuts. The screws will be trimmed at some point.
Remaining to be done:
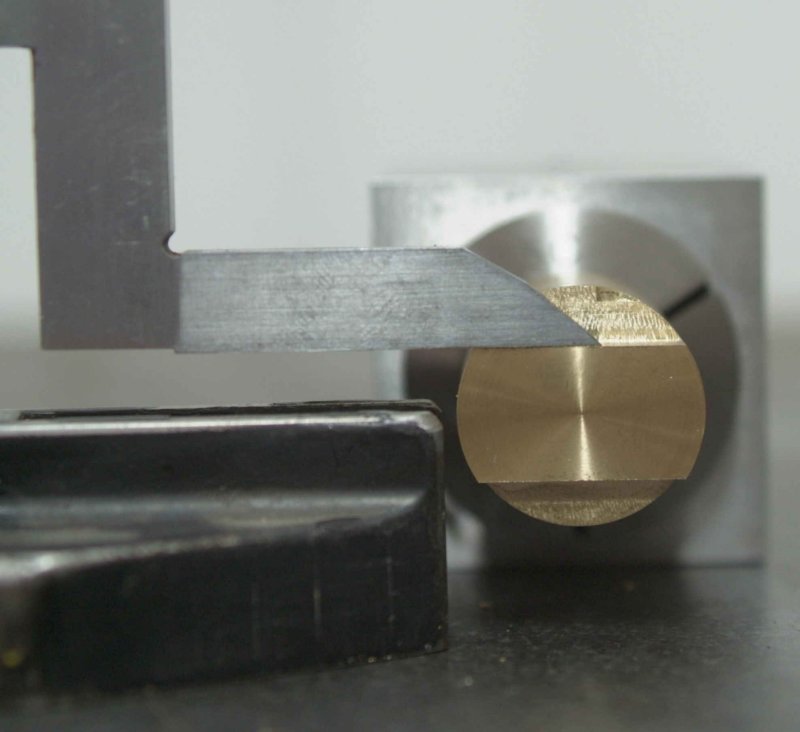
1) Bore 1" diameter hole in each to contain the eccentrics
2) Mill straps to 3/16" thickness (or to match slot in the eccentric disks), and remove 1/16" from rod mounting surface
3) Drill and tap mounting holes for the eccentric rods (4-40)
4) Finish profile and drill oil hole








 ). Their website didn't saw which parts are included.
). Their website didn't saw which parts are included.