- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
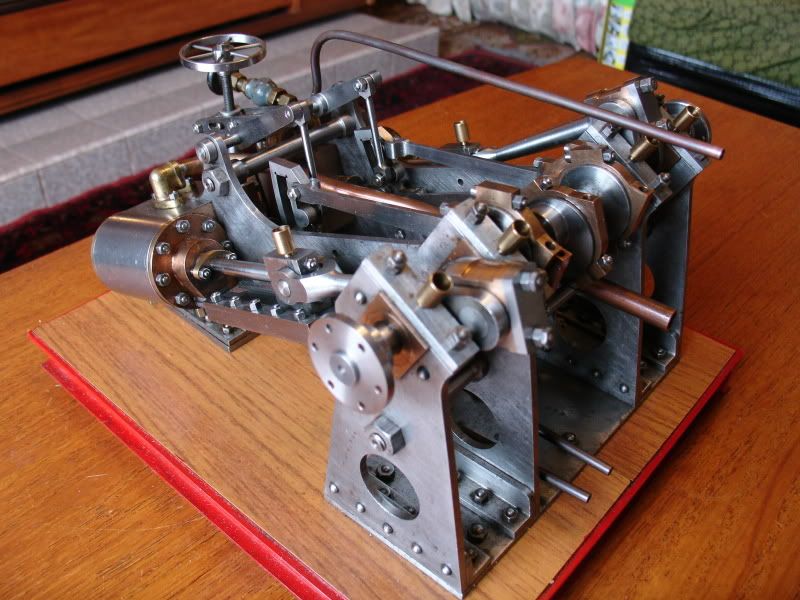
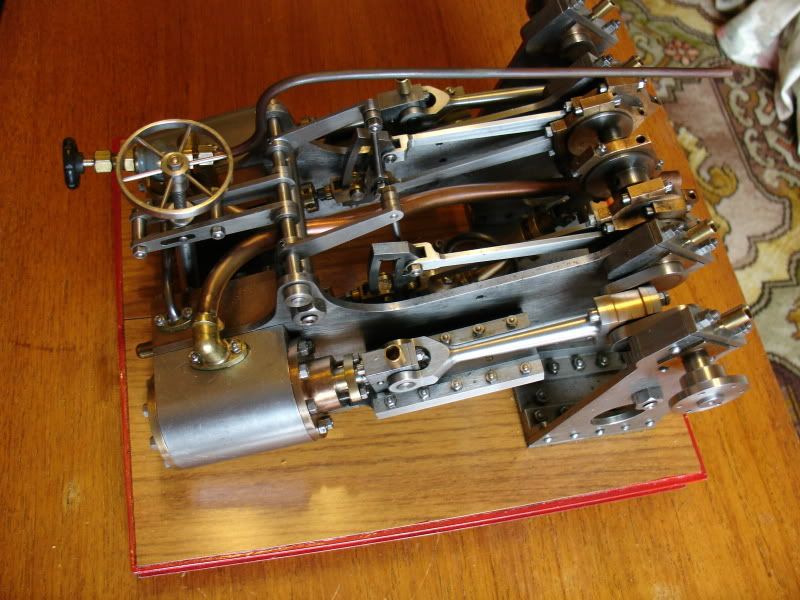
This build will be a pretty long term project, so this is a holder thread. I will be using this project as a "training" effort for my new CNC mill, so expect lots of do-over parts, broken tooling, etc. The plans were originally published in ME magazine in late 1955, and have now been released to the public. A copy of the articles has been posted on this website.
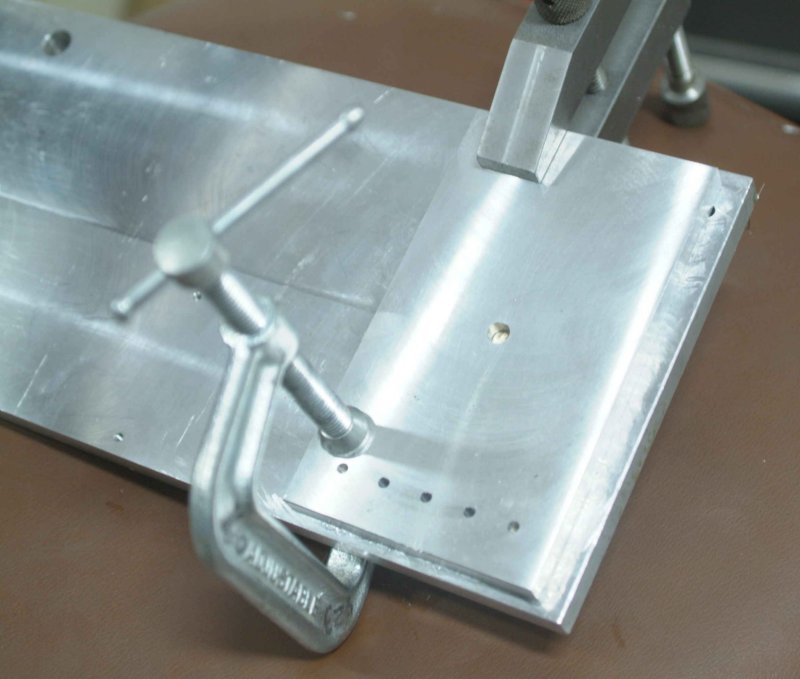
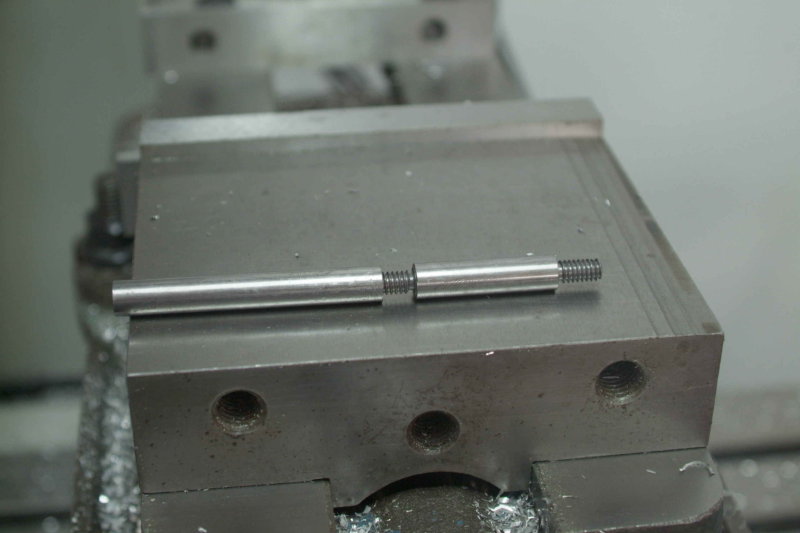
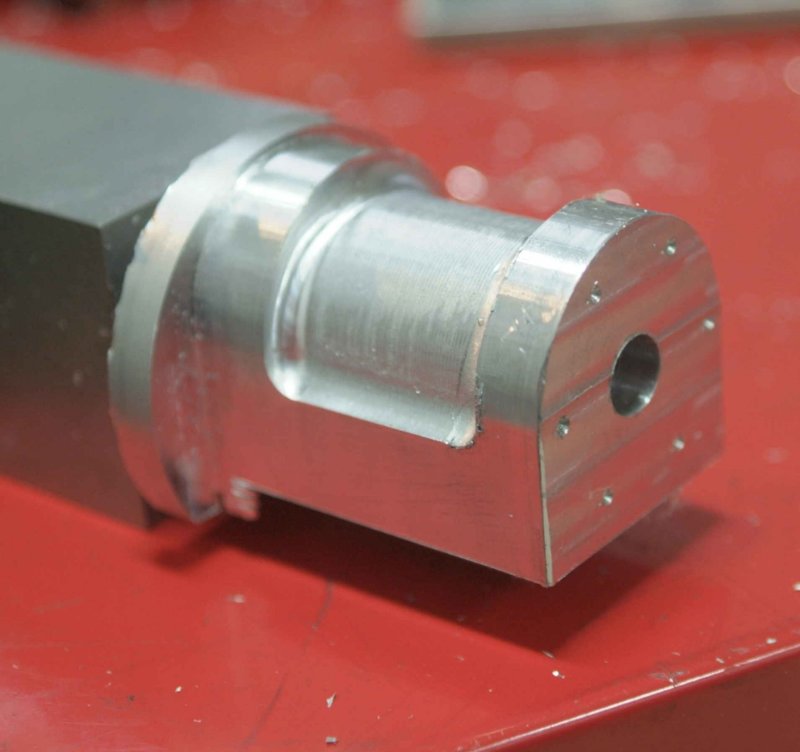
My first attempted part was an outer main frame in aluminum and was not a success. I think I learned enough from this effort to succeed on a re-do, plus the other 3 frames as well. I don't have stock for these at present so have moved on to other parts. The first parts actually made are one outer and one inner stay bolt, turned manually on the lathe from 3/8" drill rod. Once again I ran out of stock so making the other 2 staybolts will be deferred.
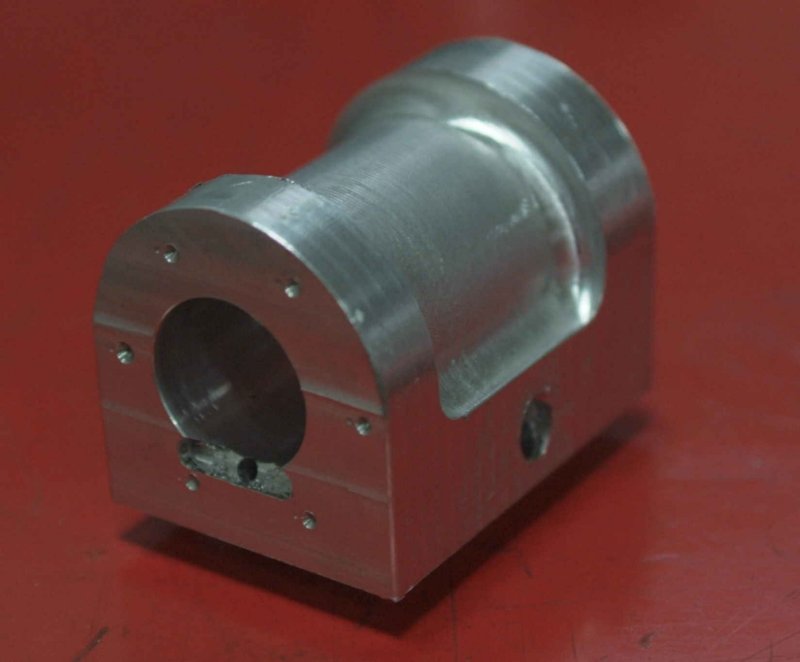
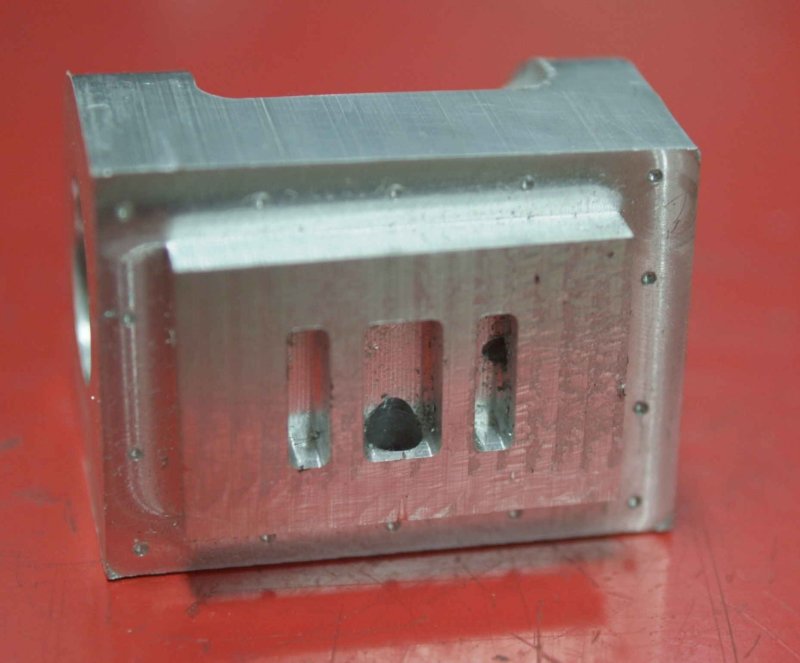
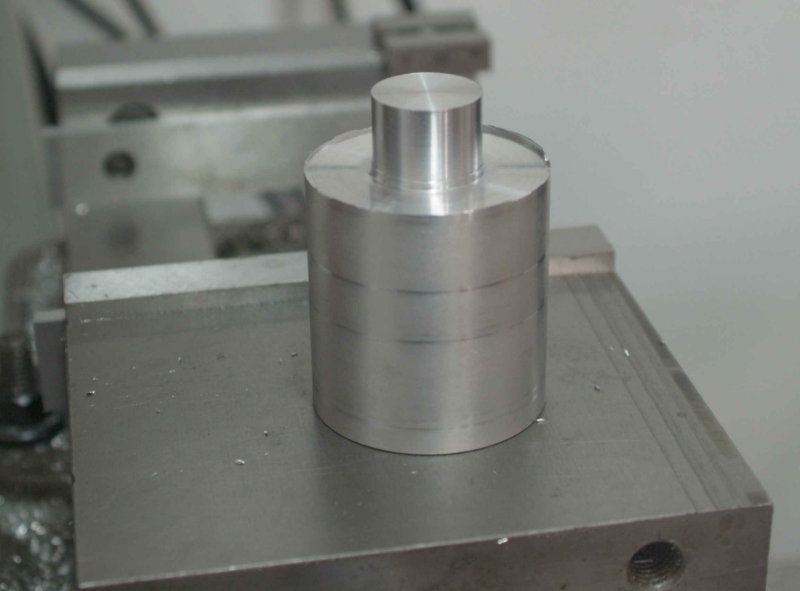
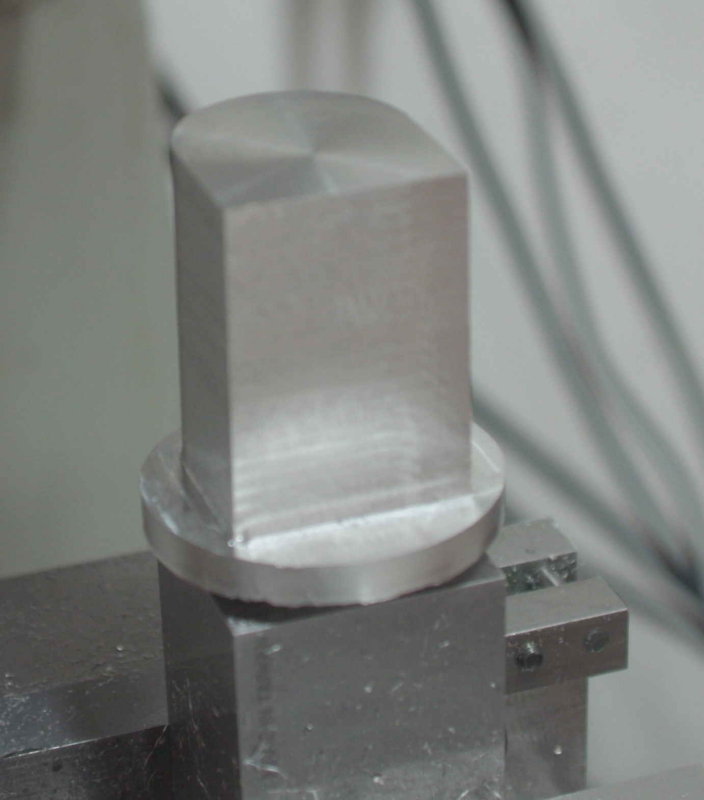
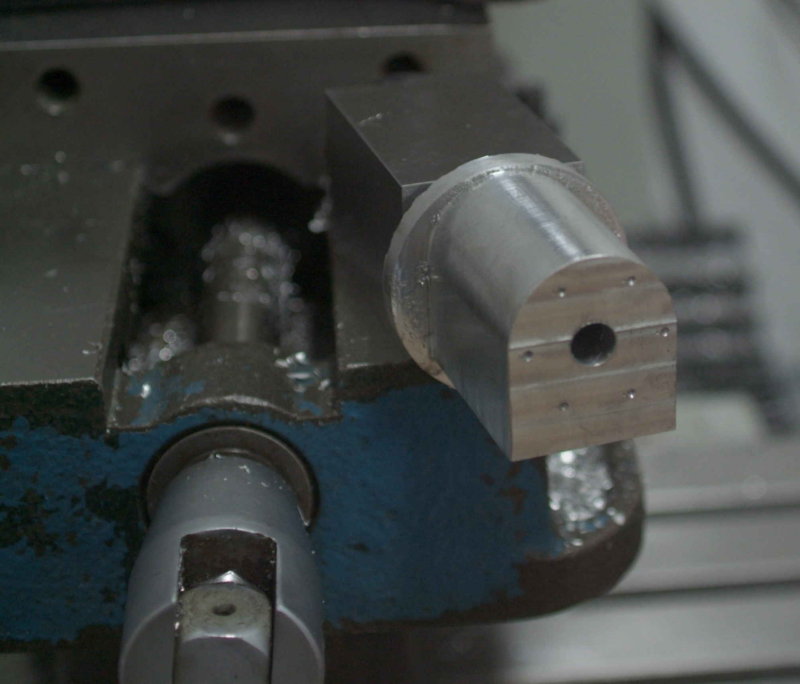
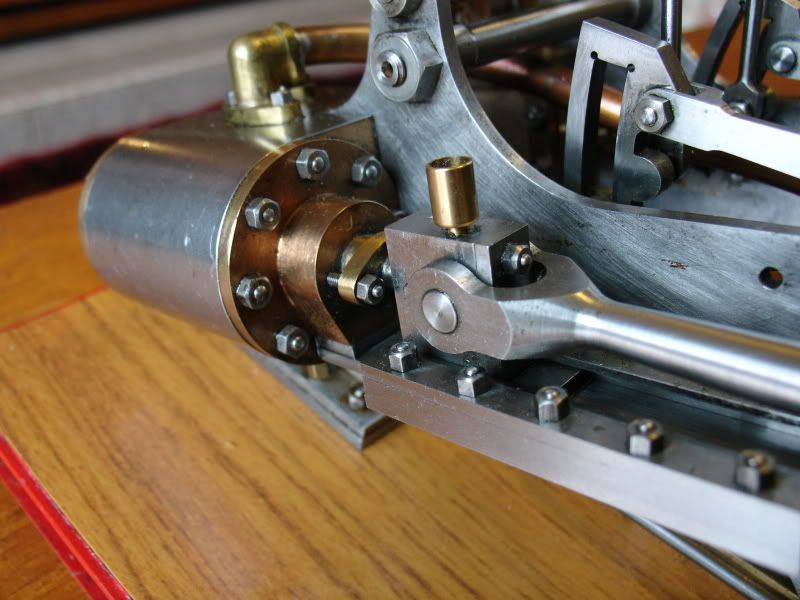
In have been looking at attempting the cylinders next. In the article the cylinders were machined from castings, which are no longer available. To make from round bar a 2.1' diameter would be needed. I don't have any brass stock large enough, but do have a large amount of 3" round 6061 aluminum. I am thinking that a brass piston in the aluminum cylinder should be workable, but would appreciate others' opnions. The engine would be run on air, not steam. Durabar would be a reasonable alternative to aluminum or brass I believe. Since the cylinder is a fairly complicated piece I plan to make the first from aluminum in any case.
My first attempted part was an outer main frame in aluminum and was not a success. I think I learned enough from this effort to succeed on a re-do, plus the other 3 frames as well. I don't have stock for these at present so have moved on to other parts. The first parts actually made are one outer and one inner stay bolt, turned manually on the lathe from 3/8" drill rod. Once again I ran out of stock so making the other 2 staybolts will be deferred.
In have been looking at attempting the cylinders next. In the article the cylinders were machined from castings, which are no longer available. To make from round bar a 2.1' diameter would be needed. I don't have any brass stock large enough, but do have a large amount of 3" round 6061 aluminum. I am thinking that a brass piston in the aluminum cylinder should be workable, but would appreciate others' opnions. The engine would be run on air, not steam. Durabar would be a reasonable alternative to aluminum or brass I believe. Since the cylinder is a fairly complicated piece I plan to make the first from aluminum in any case.




")