- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
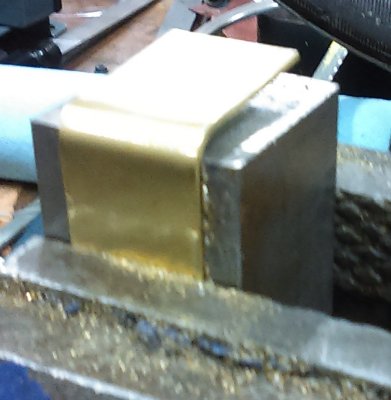
Today I needed to make 16 tie rods for the paddle wheels. First good opportunity to use the 5C collet stop I bought some time back. I needed to have all 16 pieces of 5/16" diameter brass rod cut to 1.875" length. Using the collet chuck on the lathe and the parting blade as a stop., I first cut off pieces at around 1.90" long. Next I faced one end of each and spot drilled that face.
Then measured the first piece and faced the other end to the desired length.
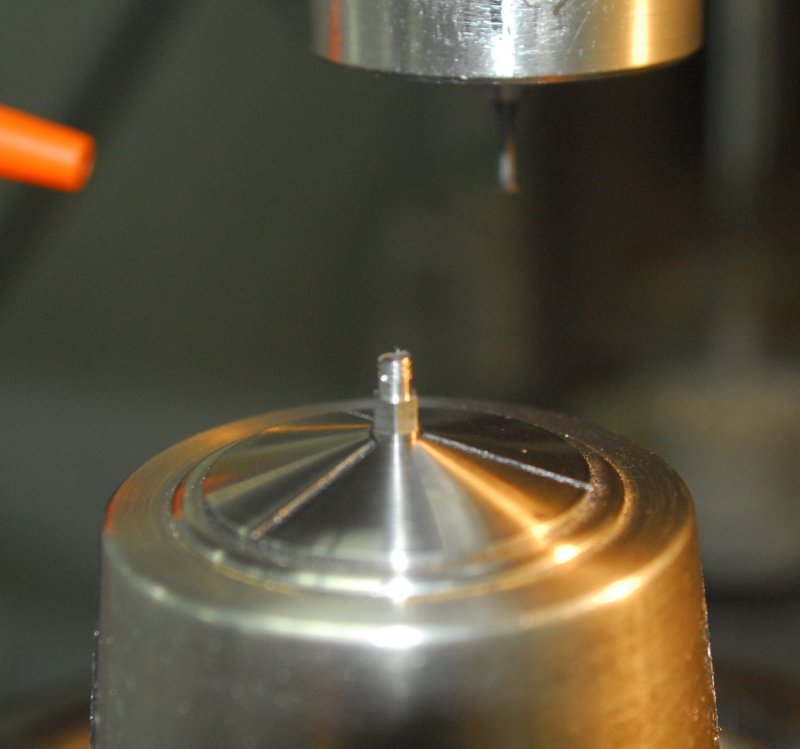
Next, I installed the collet stop and adjusted it so that about 1/2" of brass stuck out from the collet. Installed on the chuck, I carefully set my facing tool to the exposed face and locked the carriage. Now I just needed to insert the faced end of each piece into the collet against the stop, run the face tool across the exposed end, and spot drill it. Result equal lengths within tolerance of a few thou +/-.

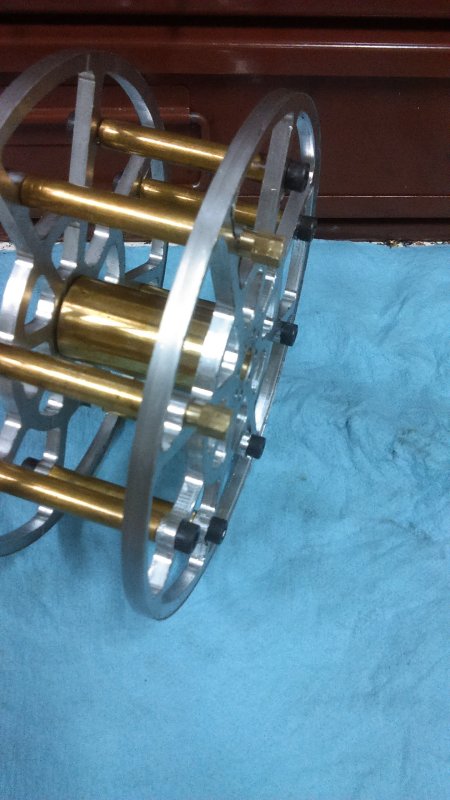
The stop was also useful in drilling both ends for 10-32 tapping. With the pieces in the collet, I could get a constant DOC by locking the tailstock and using its spindle rule as a reference. After tapping each end, I was able to test-assemble two of the frames and the hub.
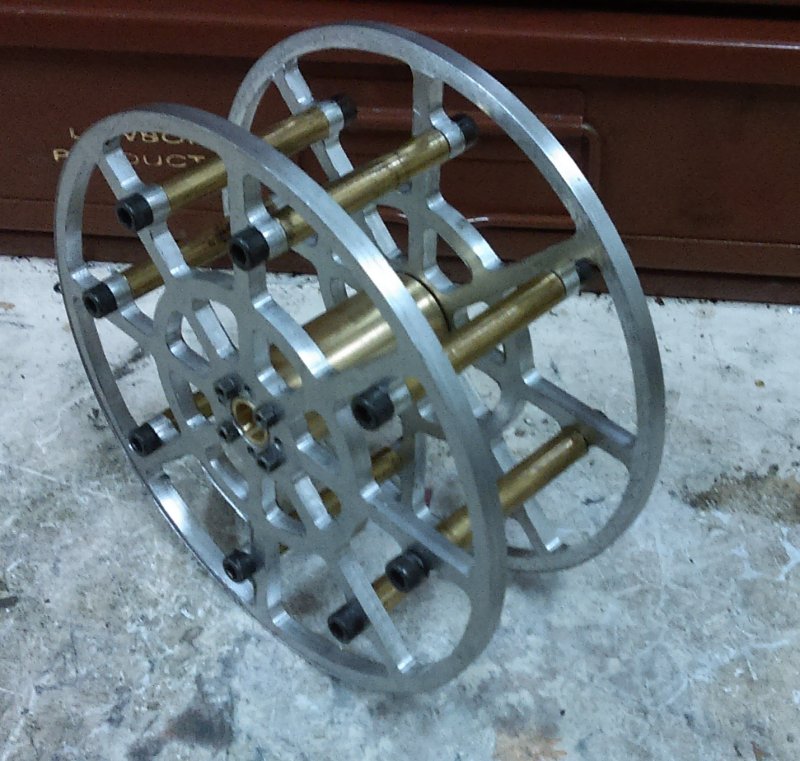
The inner frame is held firmly against the hub boss without screws, so I'm thinking drilling for them won't be needed.
Finally, poser shot on the starboard engine:

Then measured the first piece and faced the other end to the desired length.
Next, I installed the collet stop and adjusted it so that about 1/2" of brass stuck out from the collet. Installed on the chuck, I carefully set my facing tool to the exposed face and locked the carriage. Now I just needed to insert the faced end of each piece into the collet against the stop, run the face tool across the exposed end, and spot drill it. Result equal lengths within tolerance of a few thou +/-.
The stop was also useful in drilling both ends for 10-32 tapping. With the pieces in the collet, I could get a constant DOC by locking the tailstock and using its spindle rule as a reference. After tapping each end, I was able to test-assemble two of the frames and the hub.
The inner frame is held firmly against the hub boss without screws, so I'm thinking drilling for them won't be needed.
Finally, poser shot on the starboard engine: