- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
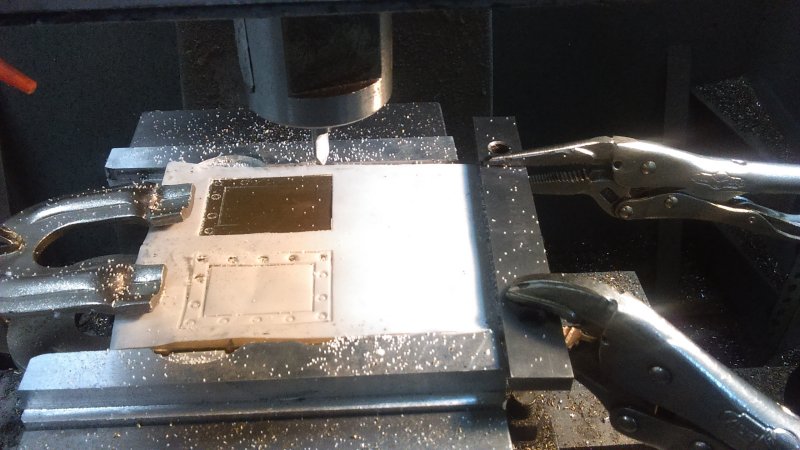
I have a semi-runner, at least forward. I left the eccentrics the way I had them yesterday, and took some time to try to make the steam chest more air tight. One thing was to tap all of the cylinder's mounting holes with a bottoming tap, allowing be to get a tight fit with all but two of the 14 screws that hold the cylinder/frame/steam chest/cover together. I also adjusted the center of the valve slightly, and added another staybolt between the inner frames under the cylinder in order to reduce flexing.
Applying air with the weigh shaft set for reverse, I was getting the engine to kick, but not turn over completely. Switching to forward, I had the same thing for a few turns until suddenly it ran for a few seconds. With a bit more are pressure it took off. I'd hope running in will reduce the amount of air needed, currently about 20 psi. Gaskets and packing would help too.
I'll see if I can get a video, although it would probably be taken with a phone and no tripod.
Applying air with the weigh shaft set for reverse, I was getting the engine to kick, but not turn over completely. Switching to forward, I had the same thing for a few turns until suddenly it ran for a few seconds. With a bit more are pressure it took off. I'd hope running in will reduce the amount of air needed, currently about 20 psi. Gaskets and packing would help too.
I'll see if I can get a video, although it would probably be taken with a phone and no tripod.