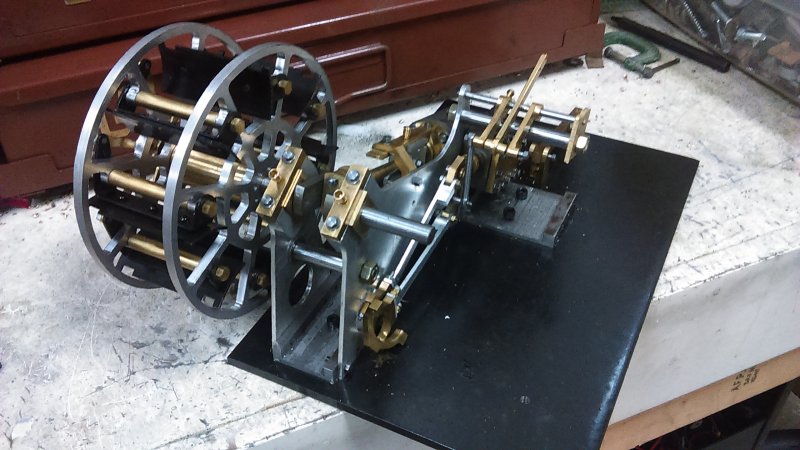
More work on the reverser today, turning the shaft between centers using one of the small lathe dogs I picked up in PA.
The first op was to take3 .25" of 5/16" brass rod. On one end turn down to .25" diameter for a length of 3/4", center drill, and thread the end 1/4-20 for 1/4" with a die. Turn the other end down to 1/4" for a length of 1" and center drill the end. This leaves 1.5" to be single point threaded 18tpi double start.
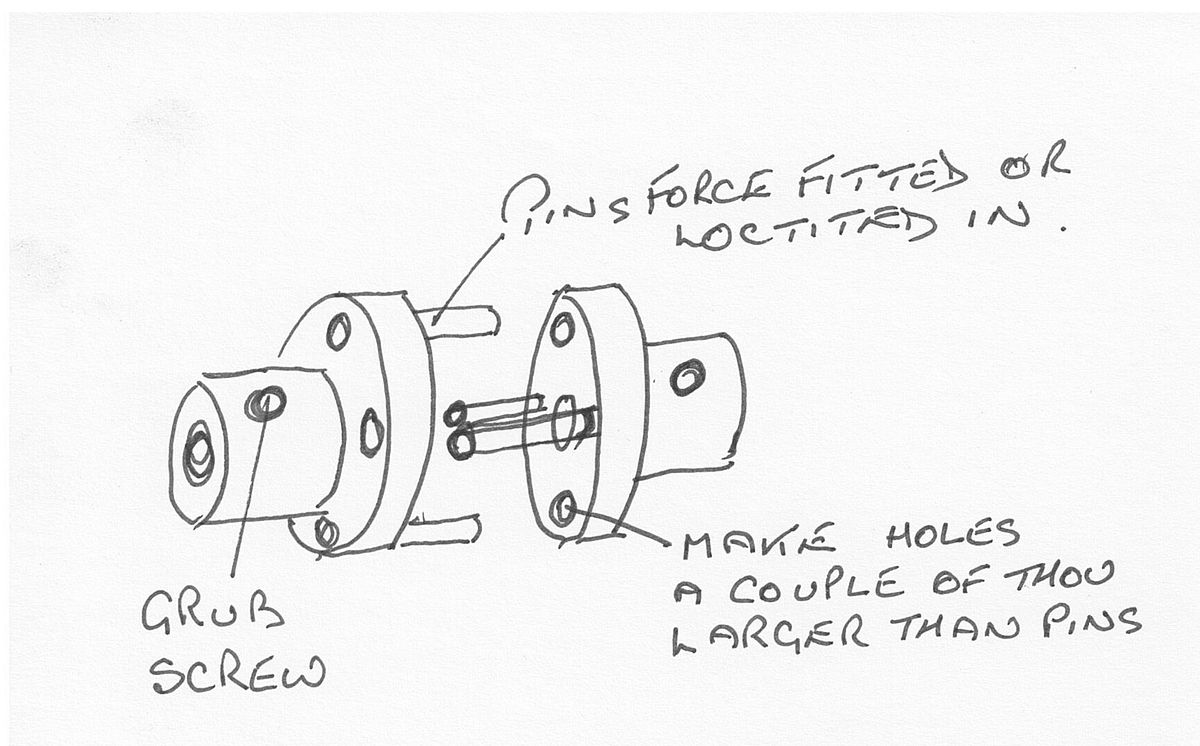
On the chuck end it's necessary to turn some round bar to a point with a 60 degree included angle. This is done with the compound set over 30 degrees. Before turning ensure that this center extends far enough out so that the dog's arm can contact the chuck jaws. Since I had the 1" section of the stock for clamping the dog, I had a good deal of adjustability.
Now I could mount the work and tighten the dog's screw. Things to check: that the threading bit can traverse the needed section to be threaded, and that the dog won't hit any part of the carriage or the tool.
Now I could do the threading as before using jaws 6 and 3 for the two starts. Previously on steel I had advanced the compound .100" to get a working thread, but I decided to cut both starts to .08", the check the fit on the nut and advance by .005 until it fit. With the dog it was quite easy to remove the work, test the fit, and replace for each pass. The final pass was at .095 with a spring pass on both starts.
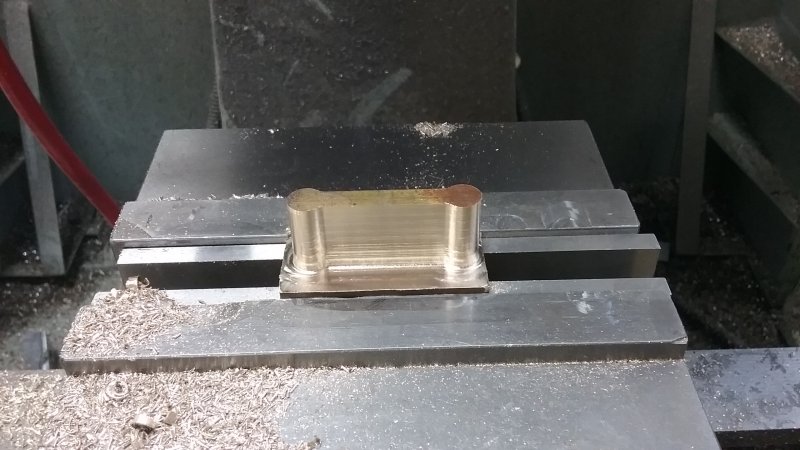
The remaining part to fabricate is the base of the shaft. It's a 2" piece of 7/16" brass rod that's turned down to 1/4" for a length of .75" and threaded 20 tpi with a die for .25". The other end is drilled 1" deep at .251 diameter. The end of the threaded shaft goes into this hole, and the top end will server as a stop for the nut at the full forward position. The bottom of the shaft passes through the bottom pivot and it secured with a nut.
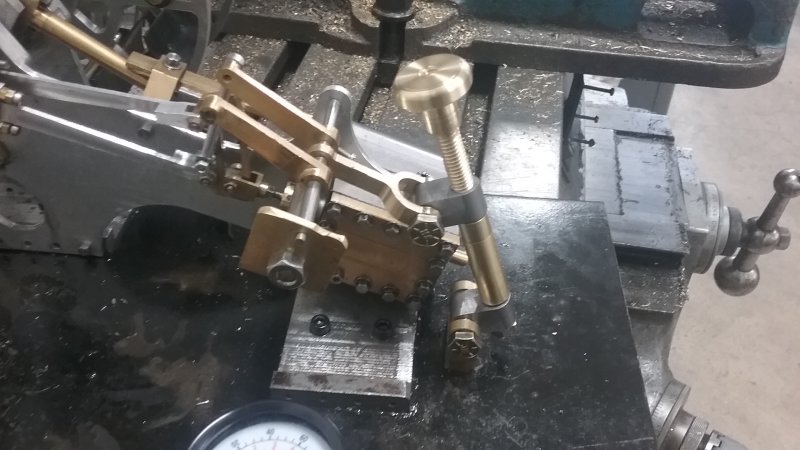
Since I won't know the exact range that the nut will use on the thread until the reach rod is fixed to the weigh shaft, this design allows adjustment (I can shorten either the base or the screw or both. Eventually the shaft and base will be loctited together.
The same applies at the top, where the adjustment wheel will server as the stop once the full reverse position is known.
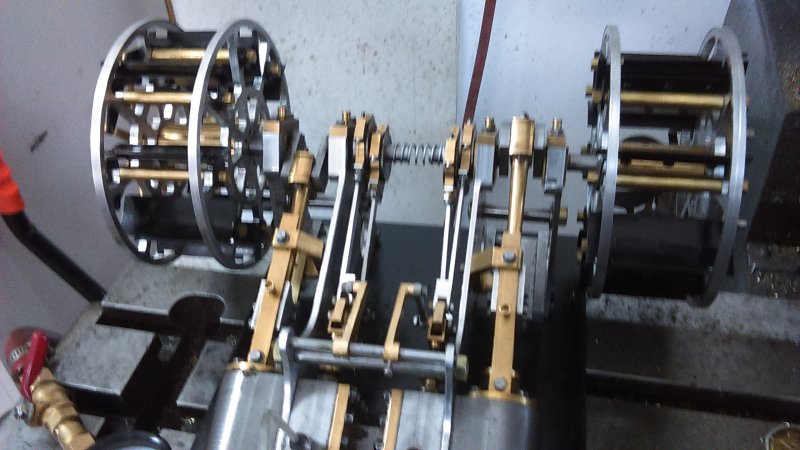
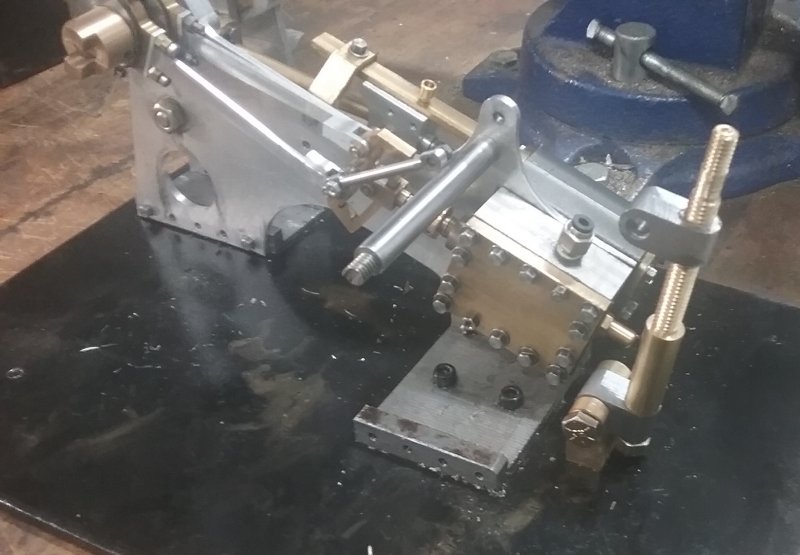
Initially I was going to place the reach rod at 180 degrees from the lifting links, but discovered that at full lift it would contact the steam chest. So it will be angled upward to clear.