Jim...Neat idea of adding a letter to the steam chest cover. Another consideration might be to do it to the front cylinder cover. On this model, it's a lot more visible than the steam box cover. As you said, there's a lot that can be done with this and for me it's one of the plus' of building a representational model instead of an exact scale model.
This post is a continuation of building parts...as some of you have said, you keep building parts and one day you look up and you have an engine.
Cylinder Heads and Cylinder Gland
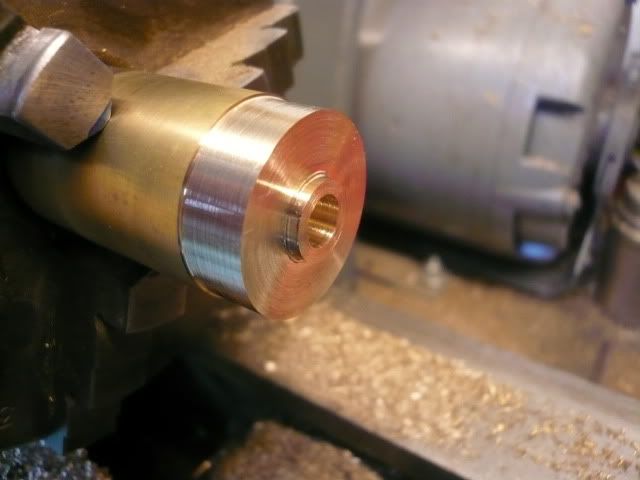
The engine has a front and a rear cylinder head. The front head is pretty straight forward. Turn to diameter and part off. The small depression is just for decoration. Also, its hard to see, but before parting off I used the lathe index to mark the bolt circle for the four mounting bolts.
Flip the part over and re-chuck to turn a 1/32 high register for alignment with the cylinder.
The rear cylinder head is slightly more complicated because the piston rod goes through it and everything needs to be concentric with the cylinder bore. Turn to size, bore 1/8 for the piston rod and drill and tap 1/4-28 for the stuffing gland. Notice I forgot to chamfer the hole before I tapped it. I wouldnt have that burr if Id have remembered.
Next ream the 1/8 piston rod hole. This head has a 1/32 high register on the back side just like the front head's. Because alignment is critical, I turned this one to size before parting the head off. Also marked the bolt hole pattern before parting.
After parting, punch, spot and drill the mounting holes. I drilled them to 1/16 and used a piece of pointed 1/16 drill rod as a transfer punch to transfer the holes to the cylinder. After marking the cylinder, you can enlarge the cylinder head holes to final size. This completes the heads.
Unlike the steam chest gland, I made the cylinder gland from one piece. Thats because I intend to use Doug Lanams design for the cylinder guide and it requires a longer stuffing gland. The extra length you get from cutting the threads with a die will actually be an advantage.
To make the gland, a piece of brass was turned to size, threaded 1/4-28 and bored to 1/8.
A single point thread would have gotten a lot closer to the shoulder, but in this case its not a problem. Because of the die design, the last few threads are not to full depth and were removed before parting.
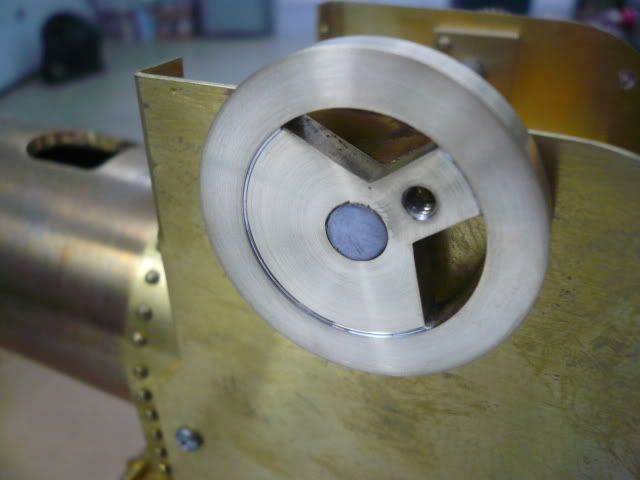
Normally the gland nut would have a hex end or tommy bar holes for adjustment, but because of the design of the crosshead guide, this nut sits down in a tube and neither adjustment method will work. I decided to go with multiple screw slots that (hopefully) can be adjusted by reaching in with a probe or small screw driver. To make the slots, I made an indexer by tapping a piece of hex stock to 1/4-28, installed the gland nut, then cut the slots with a slitting saw. Worked great. Hope the adjustment scheme works as well.
Heres the finished gland nut,
And in the cylinder head.
That's it for now.
Dennis