- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
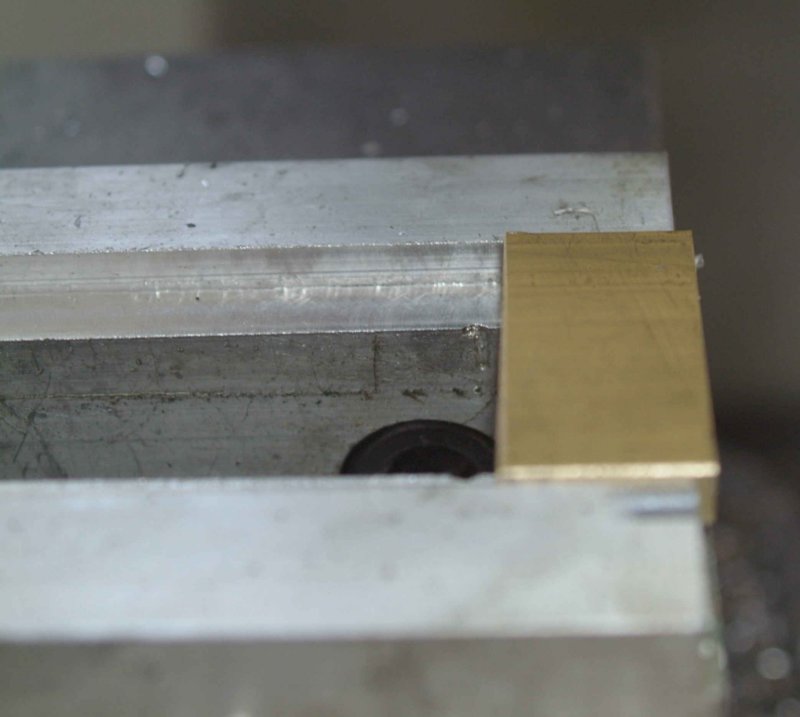
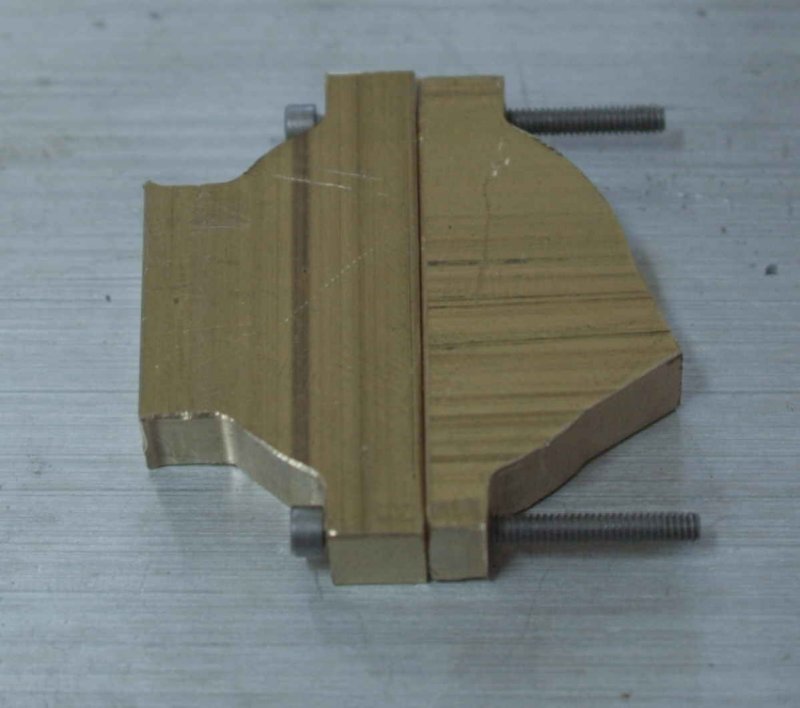
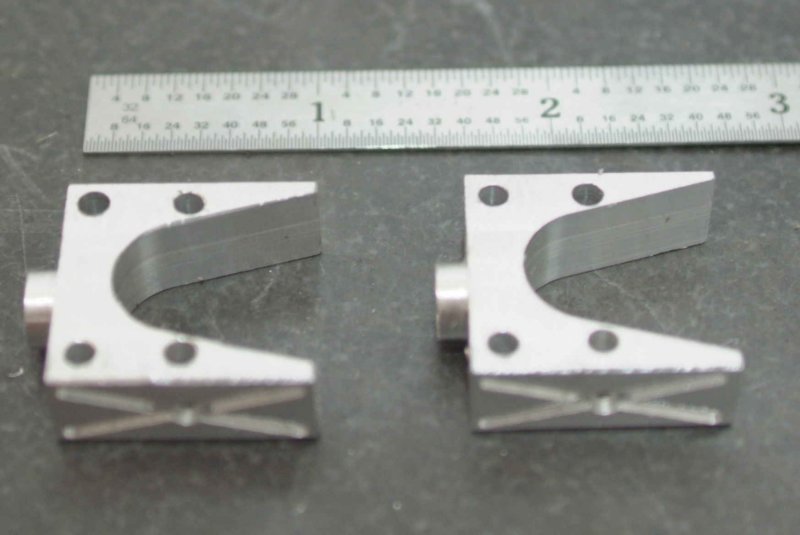
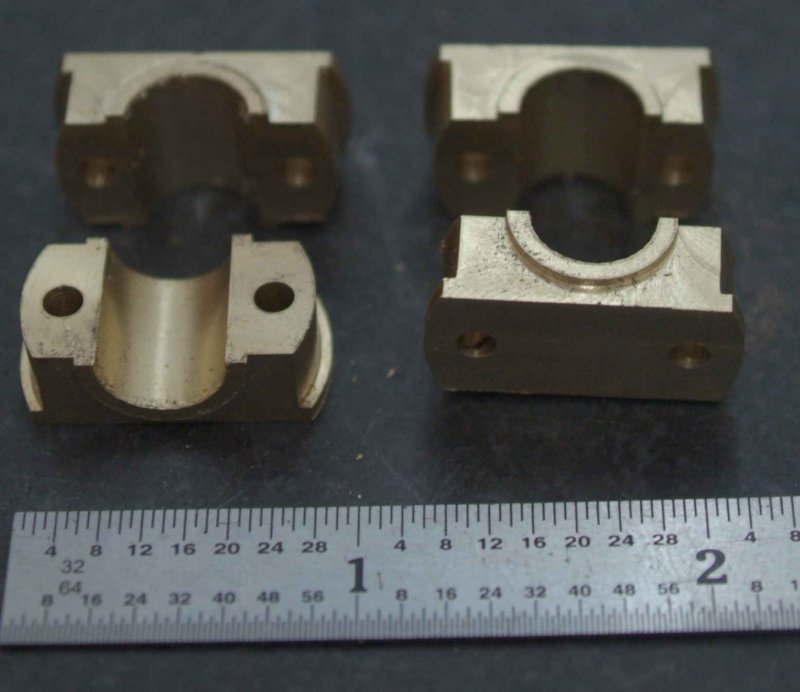
Without CNC, you could mill the top semi-circle with a rotary table.
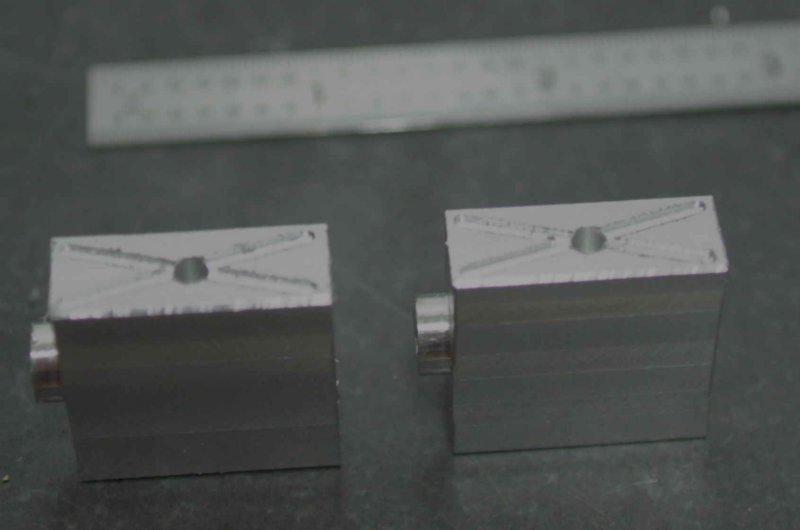
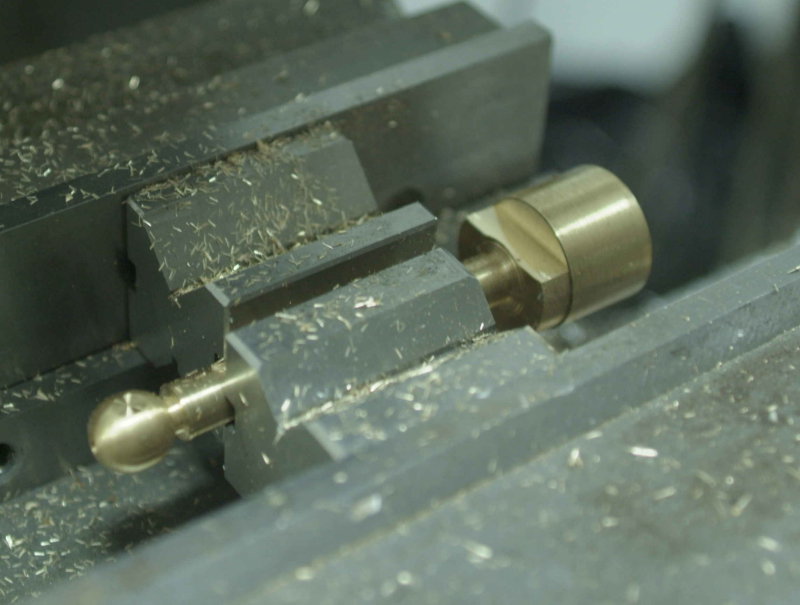
I started with round stock as that was the only suitable form that Speedy Metals offered in cast iron. I had to use 3" of raw stock for each so that I would have enough material to clamp in the vise while milling the round top. All in all probably 60% of the material is now chips.
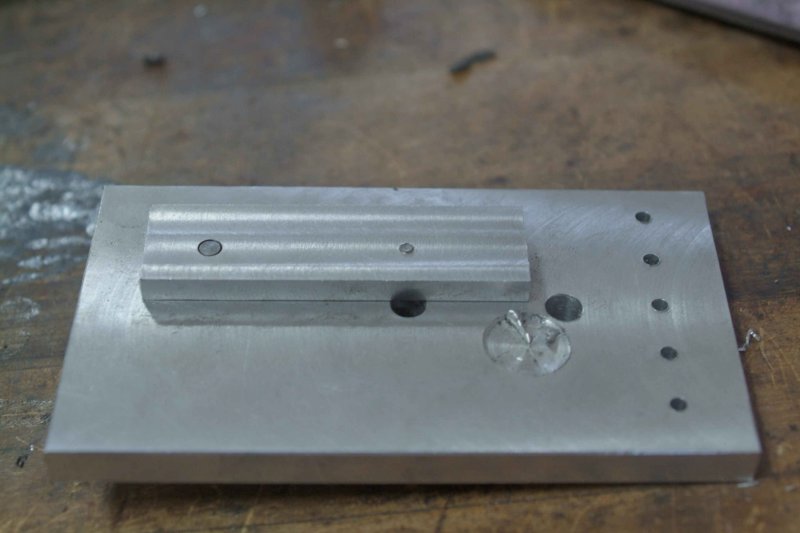
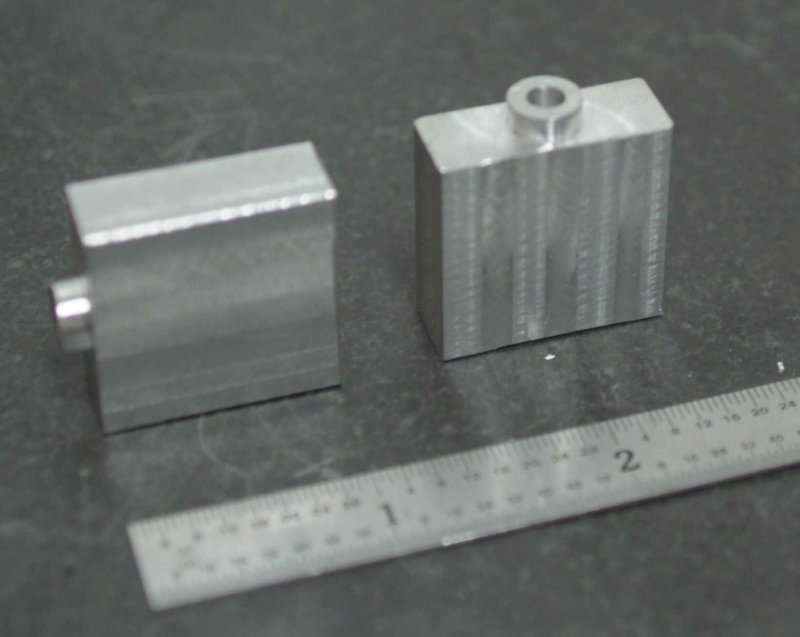
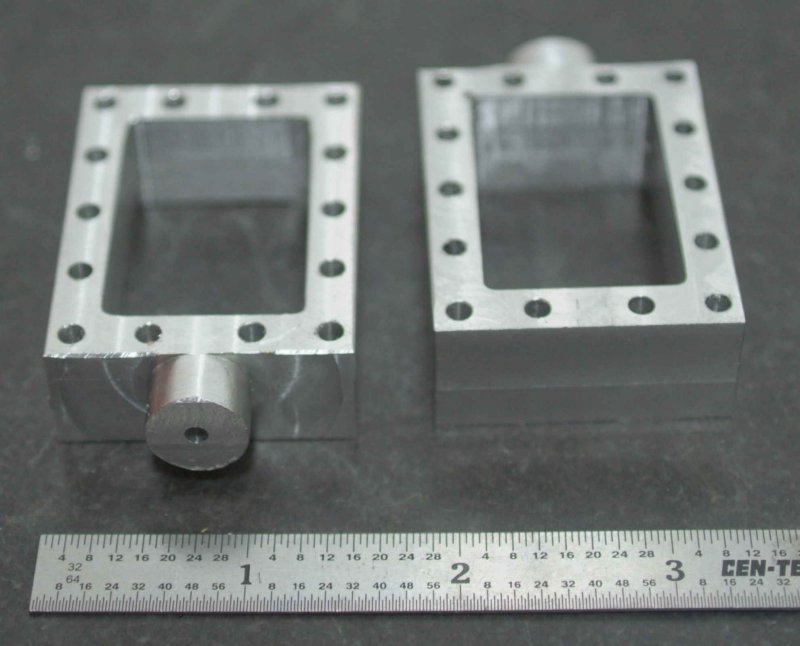
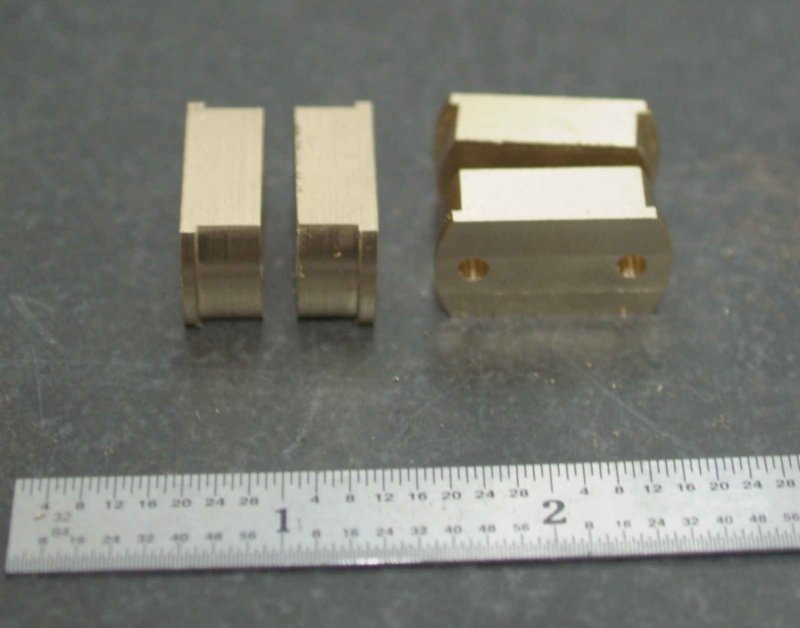
I discovered that the square boss on the base is too large to fit through the cutout in the frame piece. Both dimension are two large by about .01" or so. It appears that while I was using a nominal 5/8" cutter and used .625" in the CAM program, the actual cutter diameter is .620". I should have measured while the cylinder was still in the vise; then it would be simple to just adjust the cutter diameter and rerun the g-code. I can still do that but I'll still have to do all the measurements to establish the zeros in all 3 coords.
For straightforward milling ops on one-off pieces you don't gain any time with CNC. In fact, it usually takes longer as you have to draw the part, then import it to CAM. However, for any curved surface it's a lot easier. But it's also a lot easier to break endmills if you make a mistake.
I started with round stock as that was the only suitable form that Speedy Metals offered in cast iron. I had to use 3" of raw stock for each so that I would have enough material to clamp in the vise while milling the round top. All in all probably 60% of the material is now chips.
I discovered that the square boss on the base is too large to fit through the cutout in the frame piece. Both dimension are two large by about .01" or so. It appears that while I was using a nominal 5/8" cutter and used .625" in the CAM program, the actual cutter diameter is .620". I should have measured while the cylinder was still in the vise; then it would be simple to just adjust the cutter diameter and rerun the g-code. I can still do that but I'll still have to do all the measurements to establish the zeros in all 3 coords.
For straightforward milling ops on one-off pieces you don't gain any time with CNC. In fact, it usually takes longer as you have to draw the part, then import it to CAM. However, for any curved surface it's a lot easier. But it's also a lot easier to break endmills if you make a mistake.