This one's for you Tony and any others that haven't done it. The subject is gear cutting. I had a 32 DP cutter for my cam gears but didn't have the right ones for the others so I ordered them. It was less expensive than buying two more cutters at $25.00 each plus shipping.
This particular gear is 28 teeth. The pitch diameter is .875. The outside diameter is 1 divided by the pitch giving .0312 (addendum) .9375 diameter. Dedendum is 1.156 divided by the pitch, .036. The whole depth is addendum plus dedendum, .067.
The stock was turned, drilled and reamed then mounted in the dividing head.
Everything was indicated to make sure it was running true and parallel to the table.
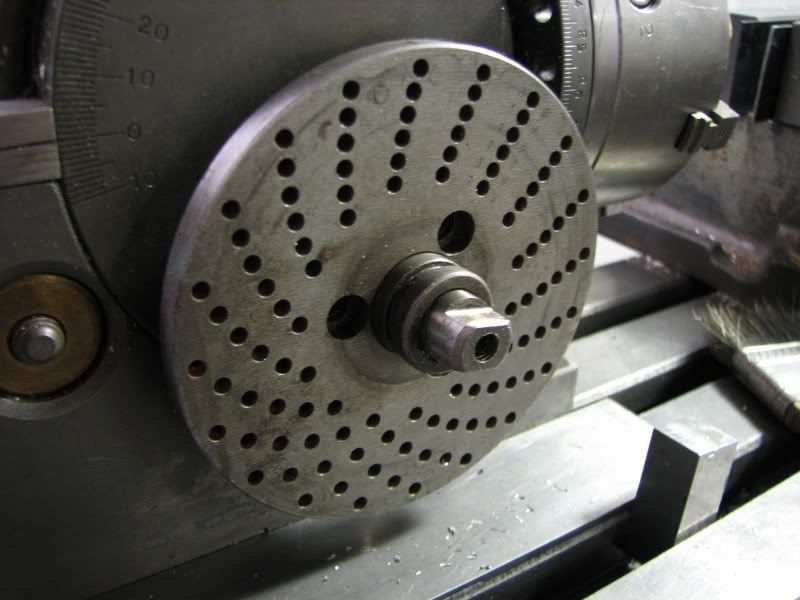
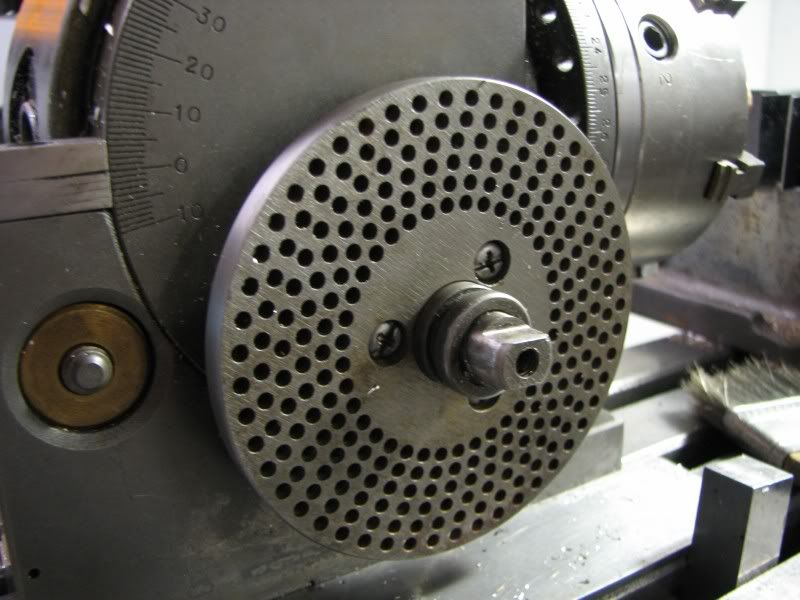
Next was to change index plates. I had to switch to a 49 hole plate to cut this gear. After the new plate was installed the quadrant and handle were reinstalled and the pin in the handle was engaged in the 49 hole row before tightening the handle clamp screw.
The quadrant arms have to be set for the proper spacing which in this case was 21 holes on the 49 row. You count 21 holes from you handle pin, not the hole that the pin is already in.
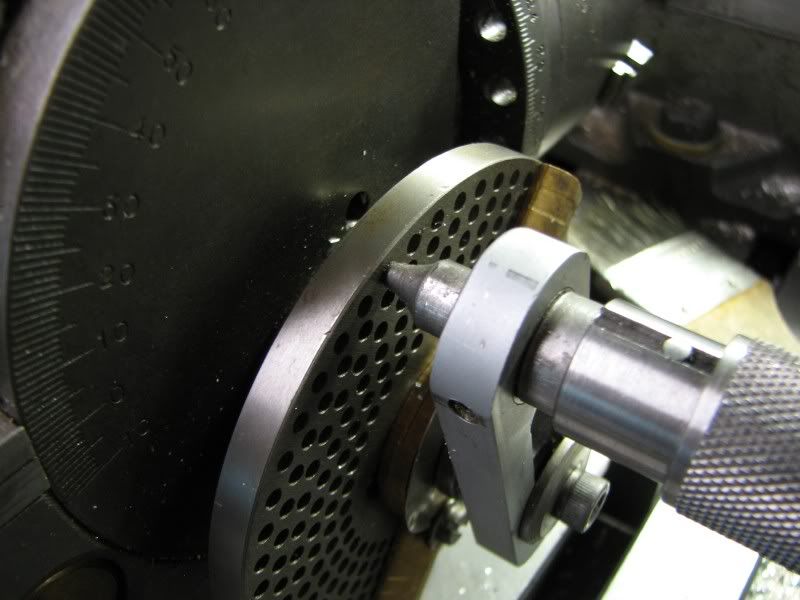
Next was to set the cutter height. I use a piece of .002 stainless shim to touch off my tool. With that set I calculate my drop to center which is half the cutter width plus half the stock diameter. You can see it on the x reading of digital readout.
Now I touch and go in .004 and make a trial cut around the part to make sure I've got the right amount of teeth. My numbers are right but the old adage holds true, measure twice, cut once.
Everything looks good so being as I'm cutting brass I only need to make one pass so I go to the full depth, y reading, and start my passes. My procedure is this: make my cut, disengage the handle pin and rotated 1 revolution plus the 21 holes on my quadrant spacing, rotate quadrant until it's up against the pin and then make the next cut. On a gear with large teeth like this it's not hard to tell where you're at but with fine pitch teeth and a great number of them you have to remember to be consistent with moving the quadrant every time.
A number of cranks and cuts later this is what you end up with.
The last picture is the blank with the edge filed and the teeth deburred ready to be parted off to the appropriate thickness.
It's not that complicated of a job. The most important thing is to keep track of where you're at. If you get an interruption finish your pass, stop and don't move anything until you get back.
I know there are all kinds of tutorials and videos out there on the subject but it never hurts to see it again, especially if you don't do it often.
gbritnell