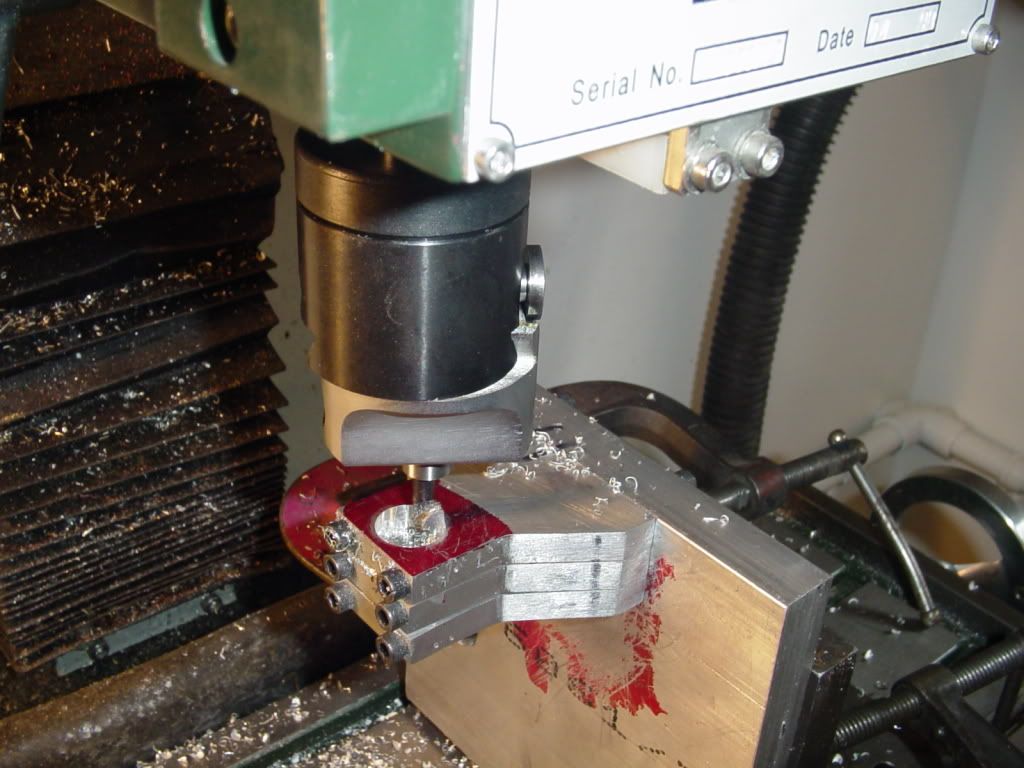
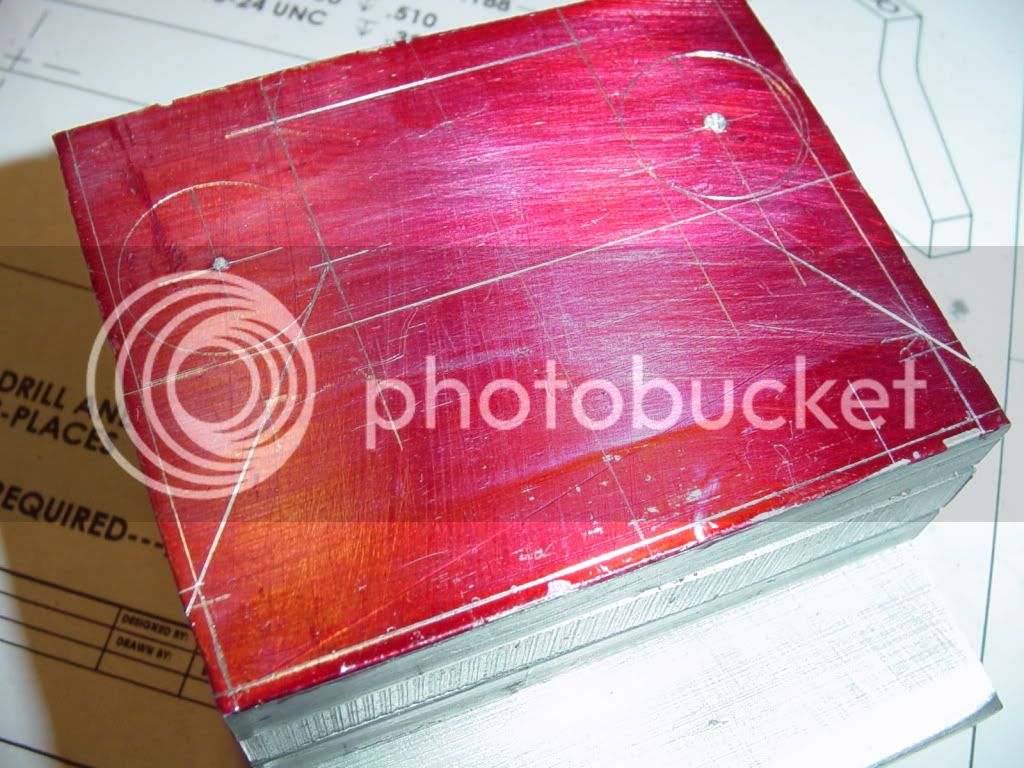
Cedge--I wasn't beating you up---Honest!!! I just never had much luck with glue. I welcome your posts and comments any time, please stick around and comment. I enjoy hearing all ideas. If some of them don't work for me, thats okay, I know some people have great sucess with them. Kludge--I used the old tried and true "magic eyeball" method of determining 90 degrees---that and a small layout square. I didn't solder them both at the same time. I soldered one, let it cool, then lined the other one up and soldered it..Compound Driver---Clamps were not an option, because I had to profile all sides of the blocks, and a clamp would have been in my way---also, with a clamp on them (I',m thinking C-clamp), there is no way they would have layed flat against the mill bed.









")