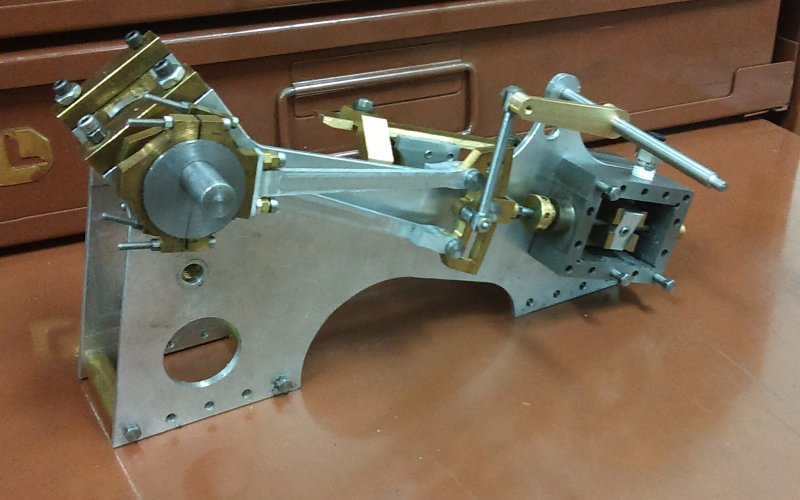
The trial run did not go as well as hoped. I had tapped the steam delivery line as 1/16-NPT and bought push-to-connect fasteners that take 1/8" OD tubing. I was not able to find such small tubing at my local store, so have placed an order with McMaster. In the meantime, I decided to use the 1/4 NPT fasteners used for the Joy engine, so made an adapter from .75" diameter brass rod, 1/4-NPT female to 1/16-NPT male:
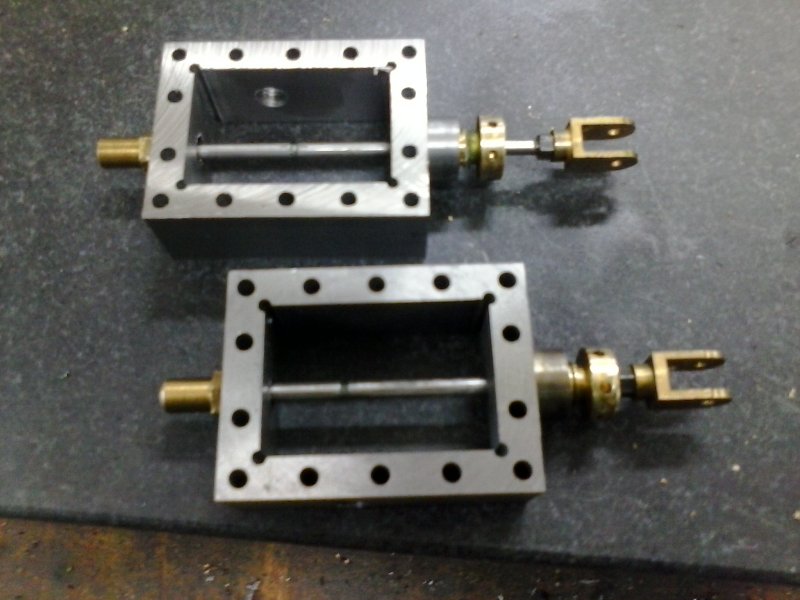
With this screwed into the steam chest:
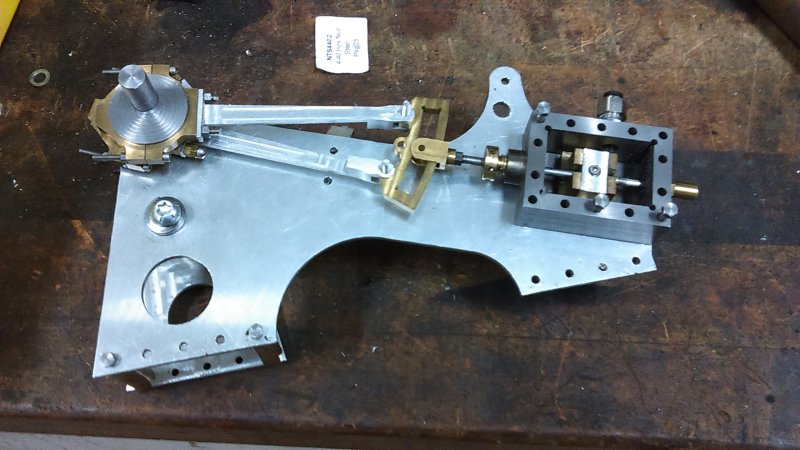
Applying air produced no inclination for motion to occur (I had a drill chuck clamped to the crank for momentum and turning by hand). I did feel some resistance when turning, but not a lot). When I increased air pressure to 30 psi the crank resisted turning in either direction.
Can someone refer me to a good web page for describing timing a Stephenson? What I did, with the cover off, is set the eccentrics so that when the piston was at its maximum backward position the back steam port was open, and then when at the maximum forward position (closest to the crank) the forward port is open. I didn't try to make valve particularly centered.
Since I don't have a way as yet to lock the weigh shaft or weigh arms, the weight of the eccentric trap keeps it down to that the direction controlled by the upper eccentric arm is in control. I'm considering removing the other eccentric temporarily until it runs in one direction, but don't know if both are needed for proper operation.
Given that I didn't have any gaskets or packing, there were surprisingly few air leaks.






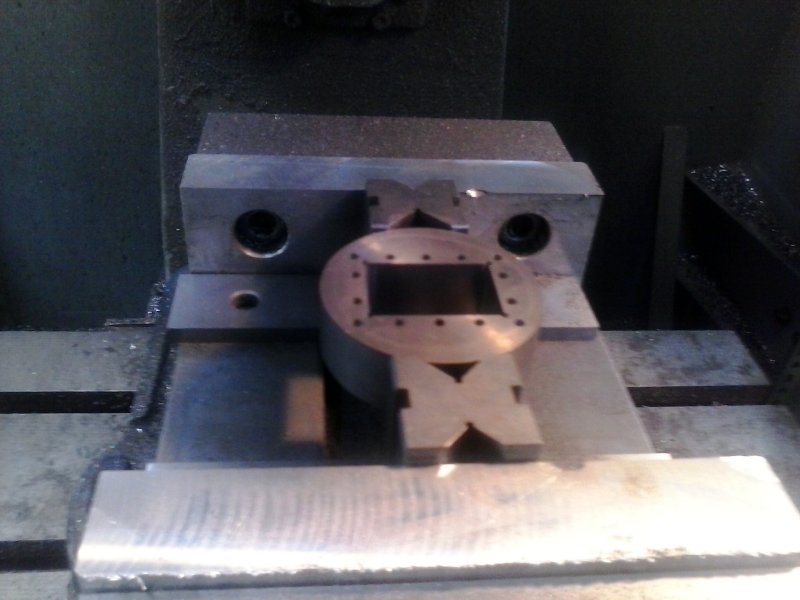

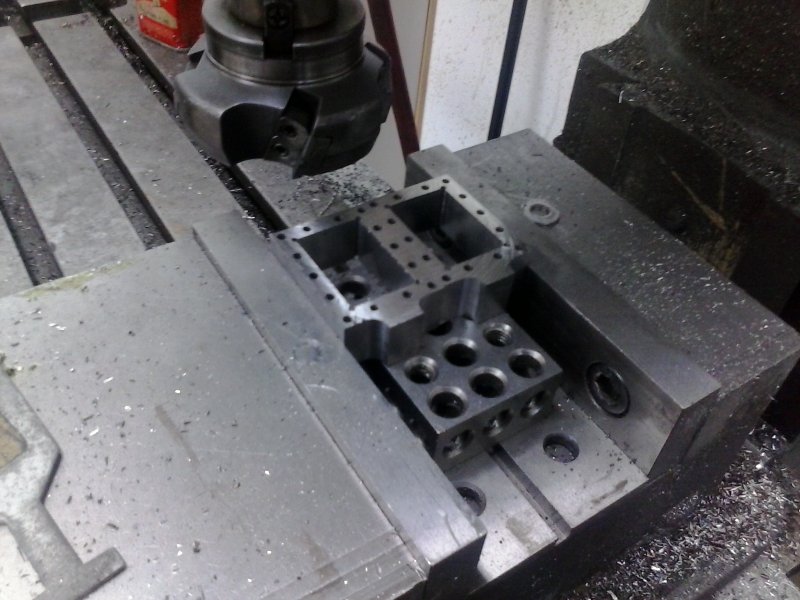
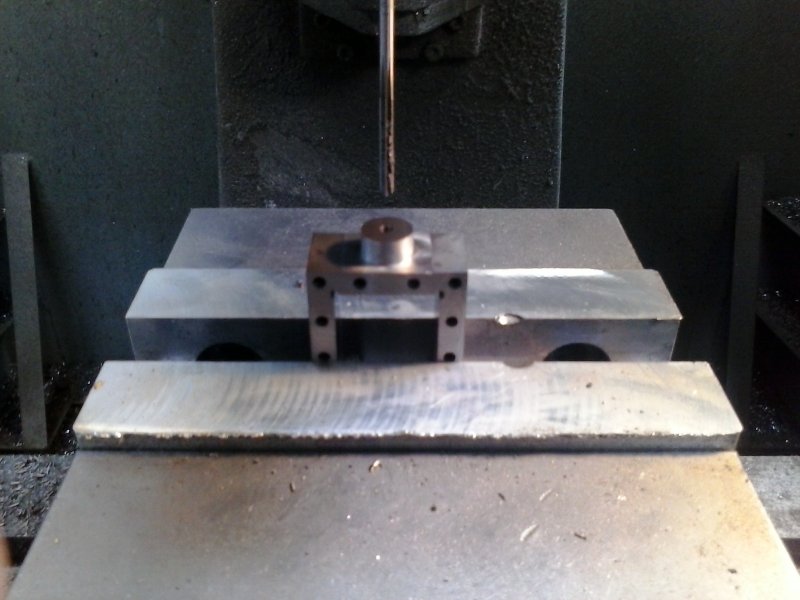

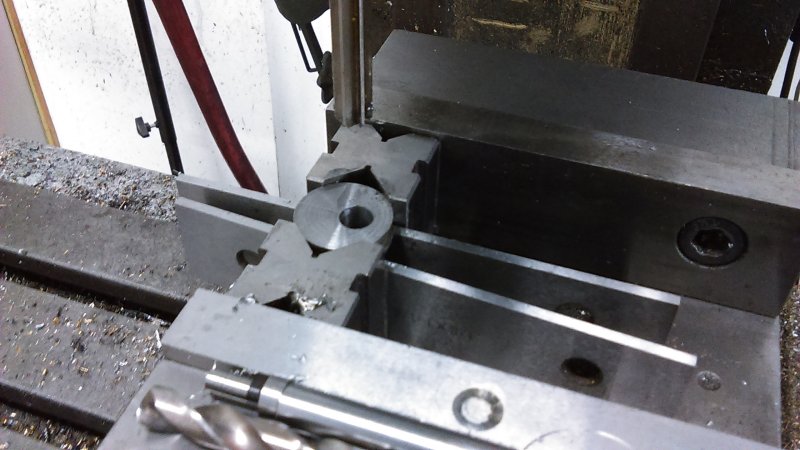
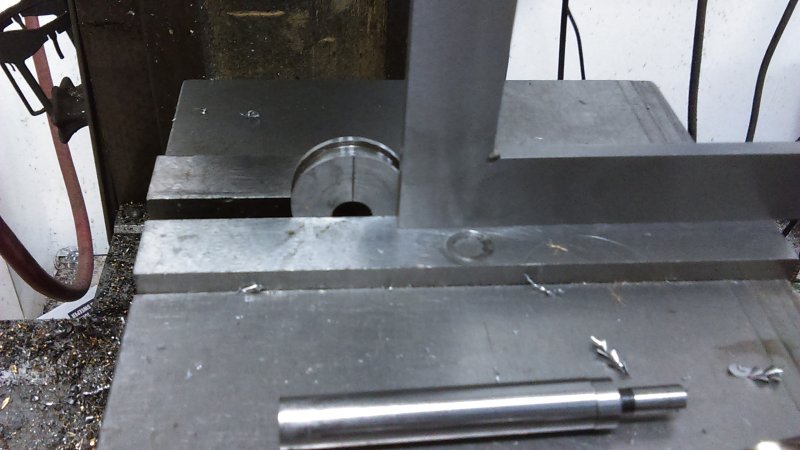
 great work so far. I'm in the process of machining the steam chests at the moment. Pics later today.
great work so far. I'm in the process of machining the steam chests at the moment. Pics later today.