Fine looking fly wheel their Jason.
Things have been real slow on this build over the last week due to domestic duties.
One of those duties was solving the aviane housing problem in Glasgow where our son is moving into a new/old house, with a big garden, he asked if i could make him some bird nest boxes, yes I said, he proptly ran through a list of boxes with diferent hole sizes, and shapes, plus a box for Bats and a block of flats for sparrows.
This is the score minus the sparrow tower I ran out of wood for that, which I will buy at B and Q on their old git discount day.
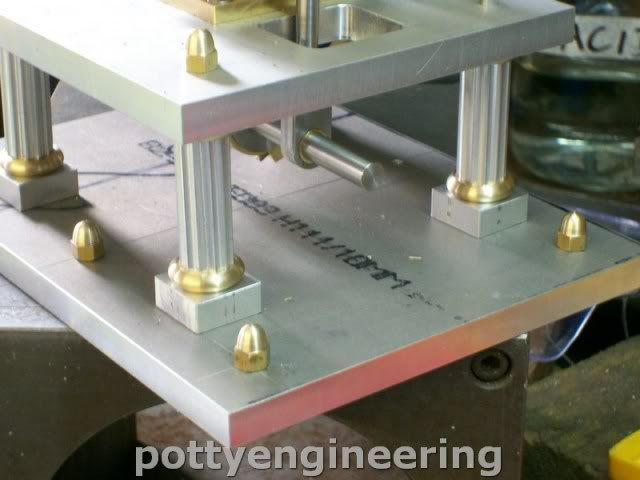
Made some acorn nuts for the engine, ground a form tool up to form the dome.
This how they look on the engine.
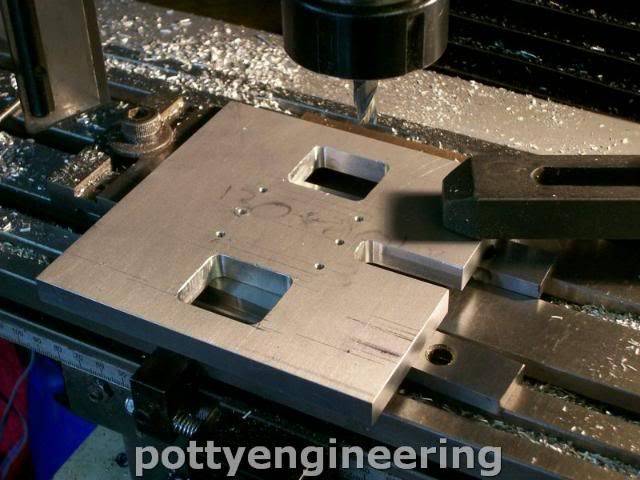
Then made a start on the bearing housing, I'm going to try and emulate Jason, and Ramon's method using JB weld. First square up to size a chunk of ally, then run a 3mm rad down each edge.
Cut off and skim them off to all the same length, then rough drill the hole for the bearing.
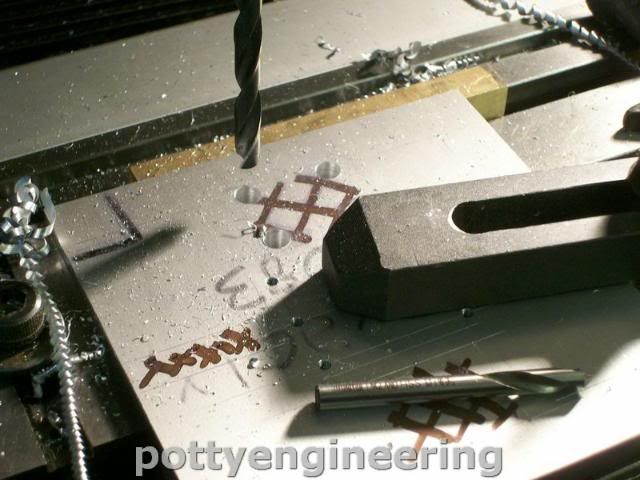
Drill through M2.5 tapping.
Her desaster struck :doh: I broke the drill and failed to get it out, tried nocking it out from the other side it moved a bit then i got the punch stuck, so gave it up as a bad job I'll just have to make another, in fact this may not be a bad thing as the flywheel bearing could do with being a bit wider.
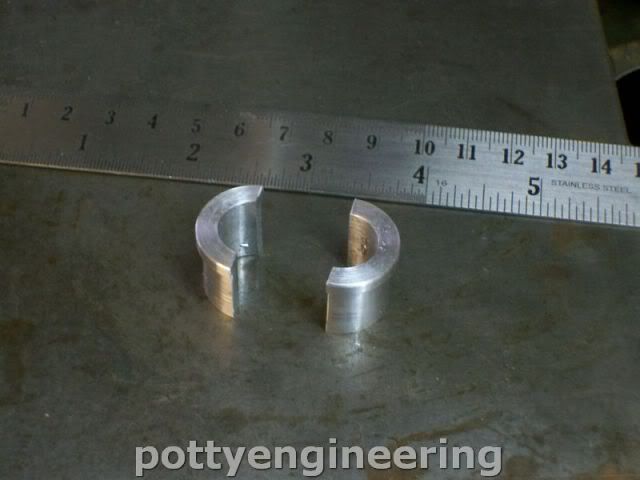
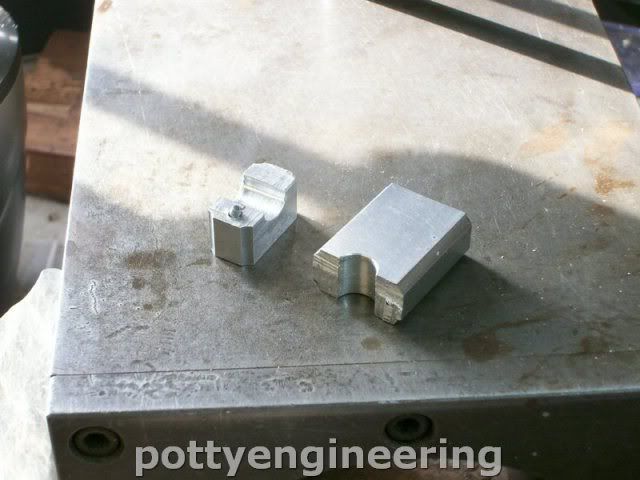
Cut the caps off with a slitting saw.
Tap M2.5 and bolt them together, and then giving the scrws a bit of support pass a 11mm end mill vertically down through to form the bearing bed.
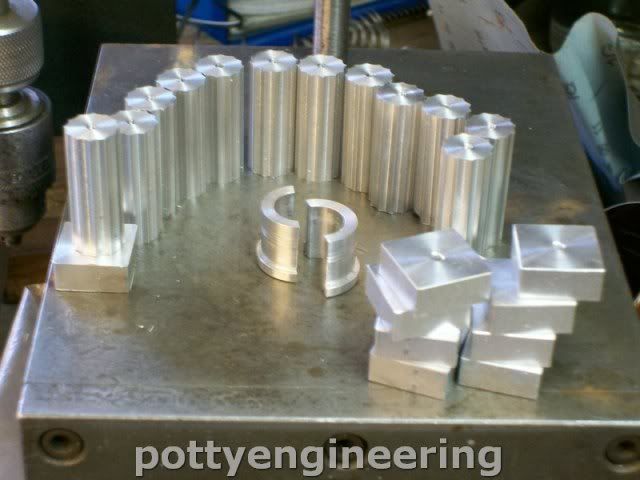
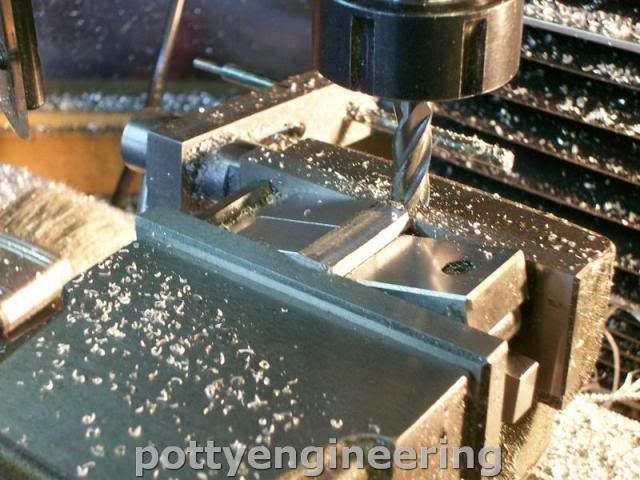
Now for the bases as before clean up and square the ally to size, cut them off and mill to the same length.
Then using the sine bar angle the edge of the base.
This is what they look like so far, the main bits needs sortening to get the centre height so they will look more in proportion.
The next couple of weeks will be slow weeks as well which is a bit frustrating as there isn't that much to do to the engine.
Stew












")