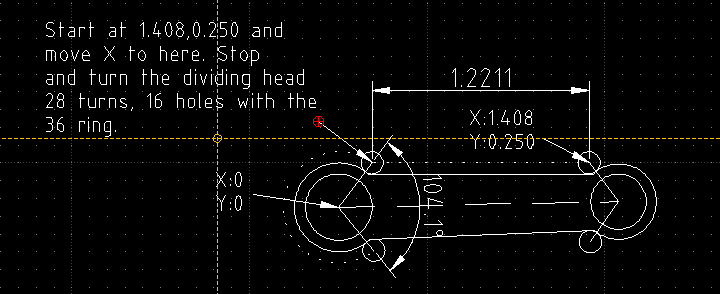
Woo a workable conrod! I had to make 3 of them for the junk bin before I got one that I didn't mill too far into the bearing end. It's nowhere near pretty. It's too difficult to do a rotary table style end with my slow maximum rpms on this mill. Breaking 1/8" endmills all week. if this thing starts up I'll make another conrod with a different method. I think it'll be fine for the troubleshooting step anyway. It at least gets me a reamed press fit hole that I can make a crankshaft for.
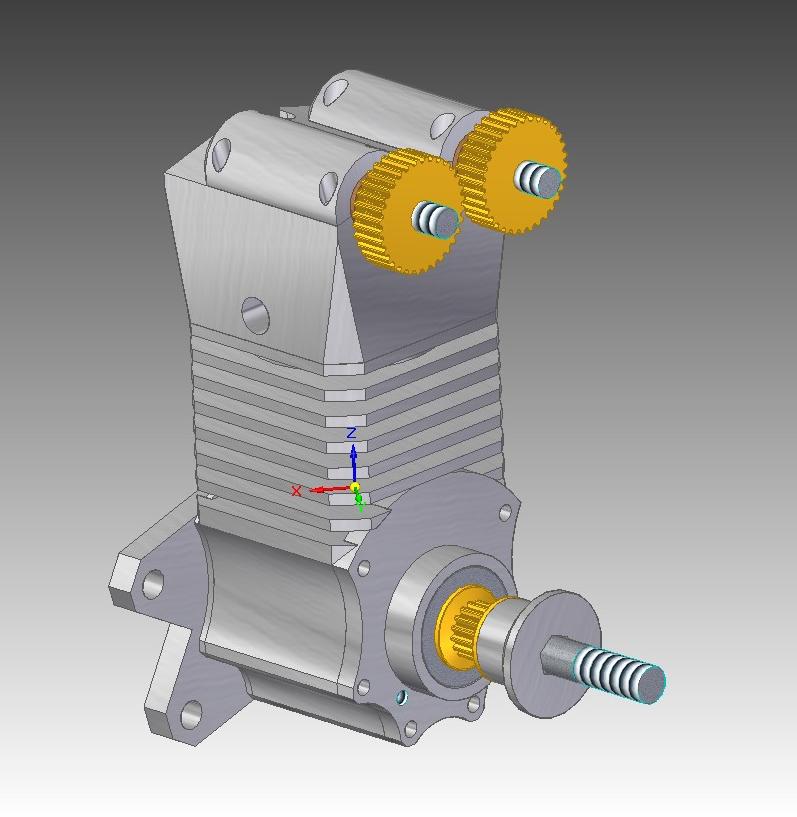
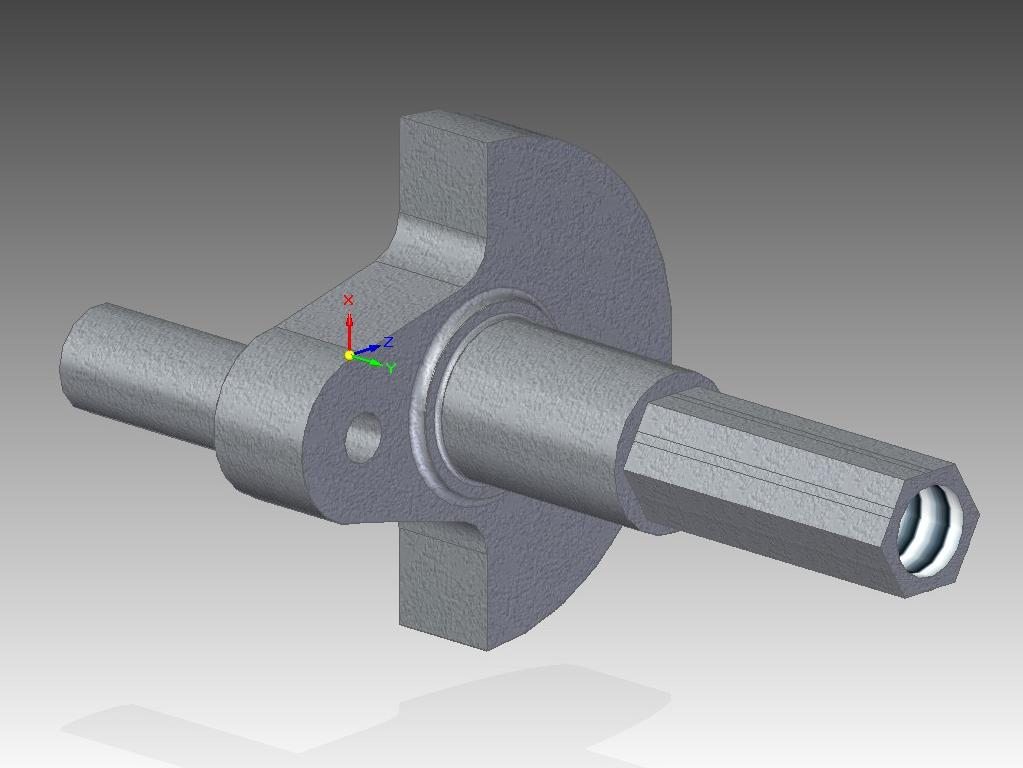
The crankshaft will have a hex to drive the lower timing pulley. Partly because I want to do something a little different, partly because I want to use a pulley so small I can't use a reasonable key, and partly because I wanted to try out the poor man's rotabroach.
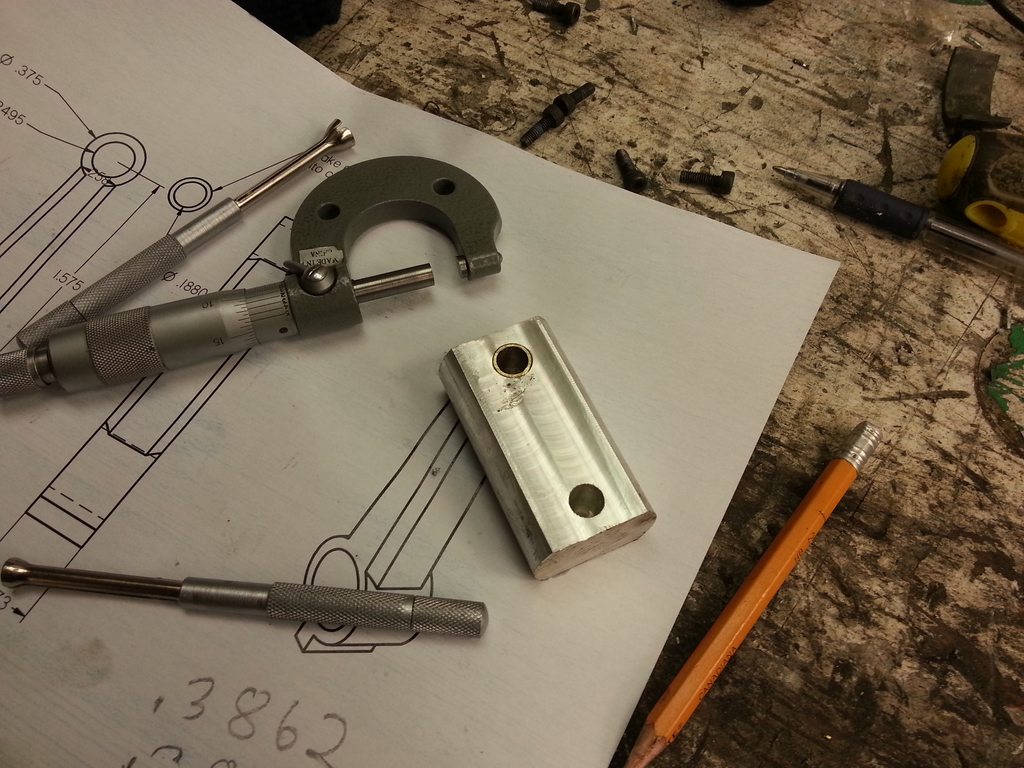
I need to cut a pulley blank before I do the crank, so I can match the crank hex to the hole. That means a hex hole needs to go into a scrap of aluminum. They don't make a rotabroach in the size I need anyway. I saw this method somewhere on the internet, and I have to apologize for the inventor of it, because I can't remember where. Cheap, took me a couple of hours because my milling vise sucks and doesn't like to repeat.
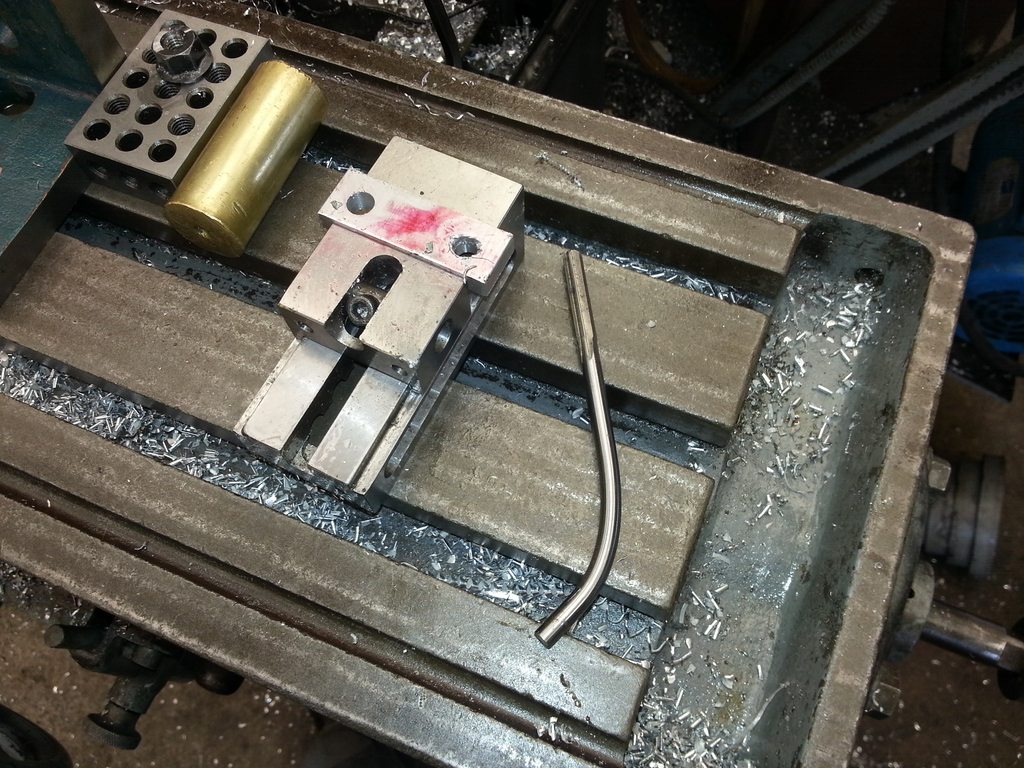
Start out with some drill rod. Mine is 1/2", for the size of hex I was making (.349" across the flats). I used a hex shaped block with a reamed hole and a cross drilled set screw hole to hold it pointing upwards in my milling vise, to cut the flats on it. Cut flats giving the end approximately 7 to 10 degrees relief. Then throw it in a collet in the lathe (or make it run true in the 4 jaw, which ever you like), and dish the end of it. Some prefer to dish the end first, but I didn't like trying to debur the dish after the hex was milled, and prefer to debur flat faces. Flip it around, and drill a deep dish in the other end. I used a large center drill.
Chuck up another chunk of the same drill rod in the 4 jaw, and offset it about 0.020 TIR (it would probably cut faster at about 0.040, I think there's enough relief on mine to get away with it). Then sink a deep dish with that center drill again in this side.
Harden both as you see fit.
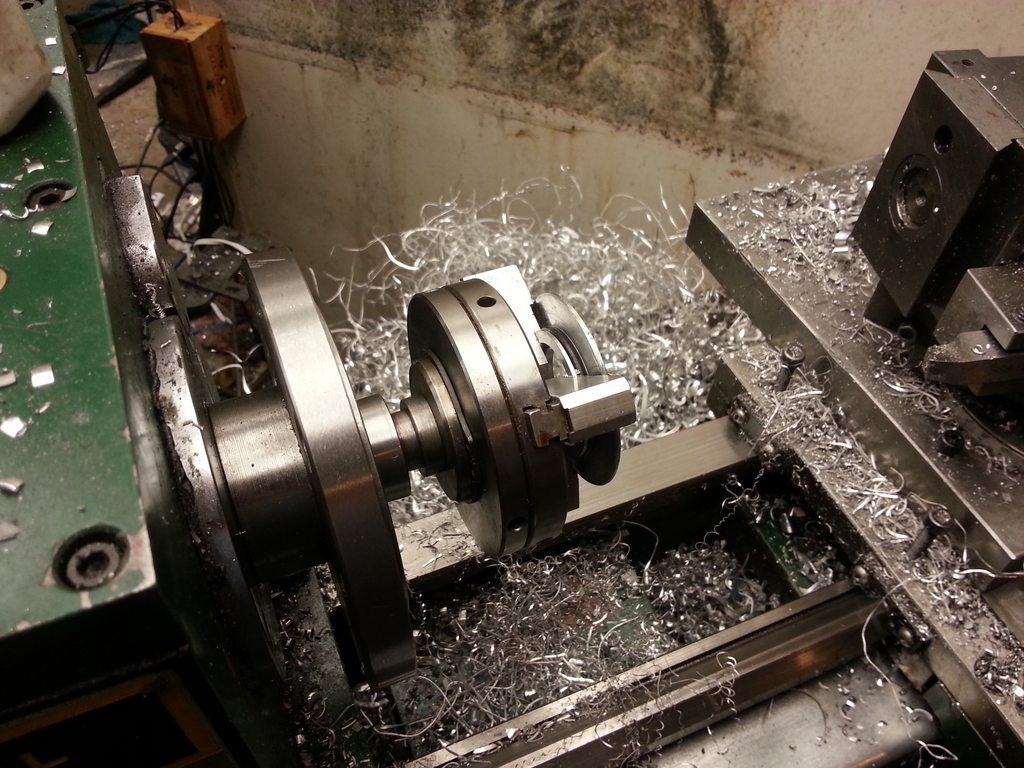
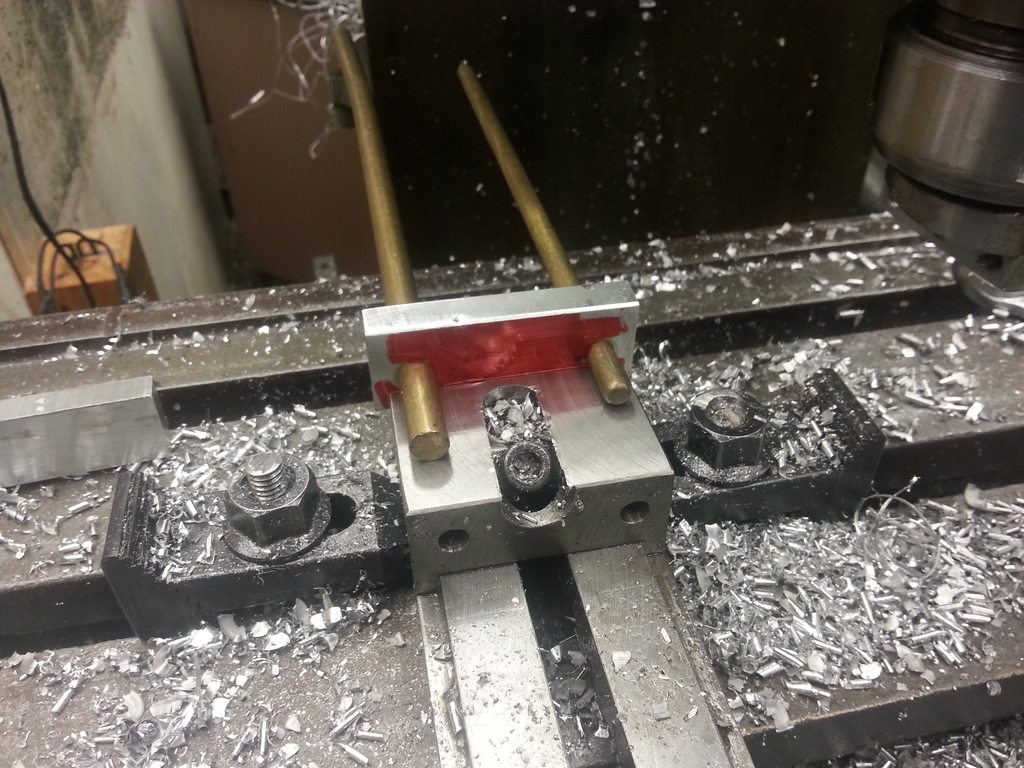
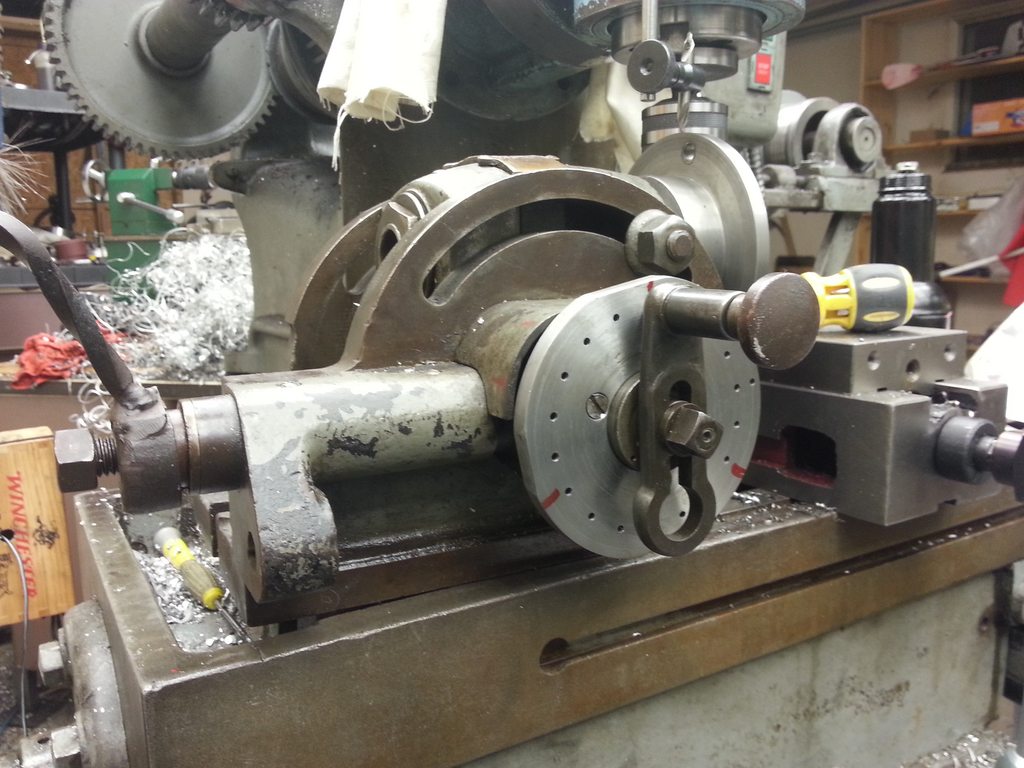
The offset end goes in your drill chuck, and the hex end does the cutting. The ball bearing gets trapped between the two. As the work rotates (or the offset end rotates, whichever machine you're using), the cutting edges of the hexed end take turns pushing forwards a couple of thou at a time. Drill a hole of your flat to flat dimension, or slightly larger. Drill a clearance step of your tip to tip diameter, to allow the hex cutter to start straight. That's a major advantage of a rotabroach, it'll start straight without that step.
Grab a 1/2" ball bearing (or so, was right for mine). Trap the ball bearing between the offset part held in the tailstock chuck, and the opposite end from the cutting edges of the cutting part. Use a high pressure grease on the ball and start the hex end of it in the relief hole. Then hit the gas on the lathe and start advancing the tailstock.
Eventually, it'll cut the corners out. Surprisingly quickly too.