Got up this morning bright and early nice and cool in the shed and the DRO worked without a hitch, I think the problem must be temperature related, but the UK is not known for its high temperatures, you would have thought it would work at temperatures greater than 30 C.
The bearing support is a tail of a cleaver idea coming apart.
Squared up A piece of jig plate and fly cut it to the correct thickness.
My idea was to make both out of the same piece, as mirror images, first thing I realized was that my co-ordinates on the drawing were all wrong, I seemed to have snapped onto the wrong point when doing the dimensions and they are a mile out so I had to go back on the computer and correct the drawing.
Drilling the corner holes out went fine.
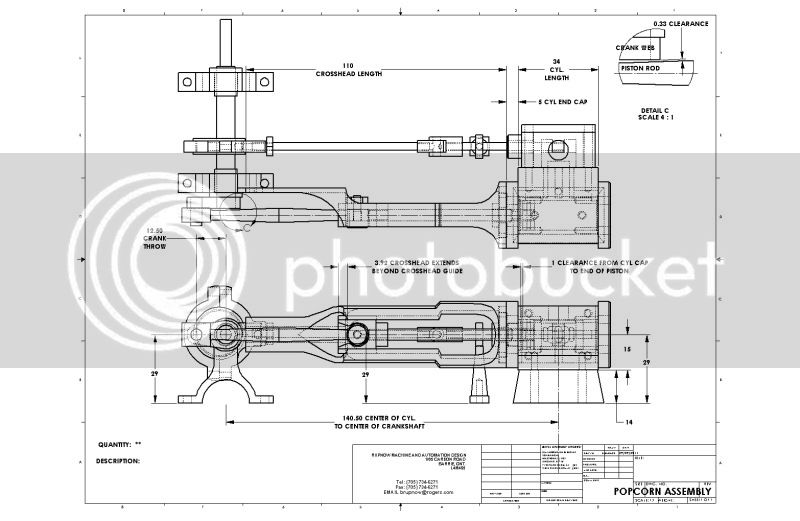
Spot the deliberate mistake:-the two supports are not identical one has an extension for the cross head guide to fasten to, I went and put a 20mm drill right through it. :'(
I out cleavered my self with that one. :
")
Ok make another one, just a single this time and leave the support untouched.
Her they are waiting to have the rest of the unwanted bits chewed away.
Stew