First run on air ;D
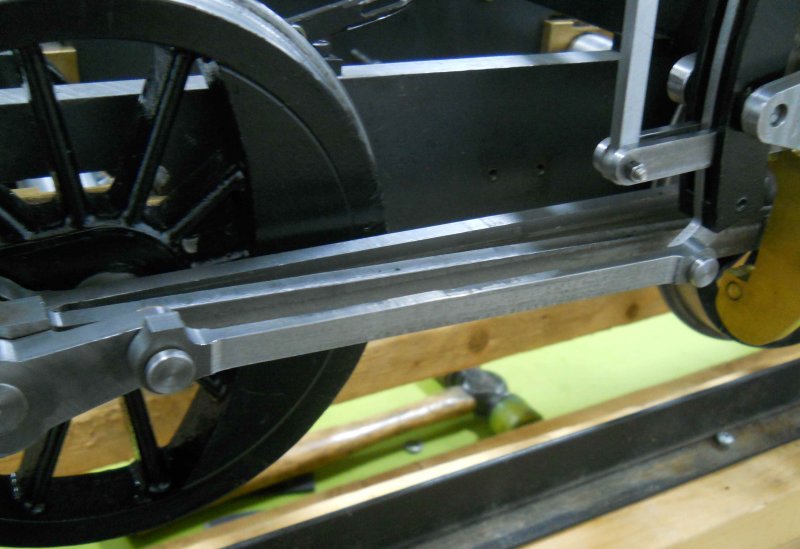
Having discovered that the valve nut was a bit off center, I milled .03 off the "long" side, reinstalled, and retimed the left sid engine. This time the eccentric rod measured out ~.01" longer, so made another temp rod and installed it. Then I moved the chassis off the surface plate onto the transport "rails", and it rolled along without hanging up anything. That was last night.
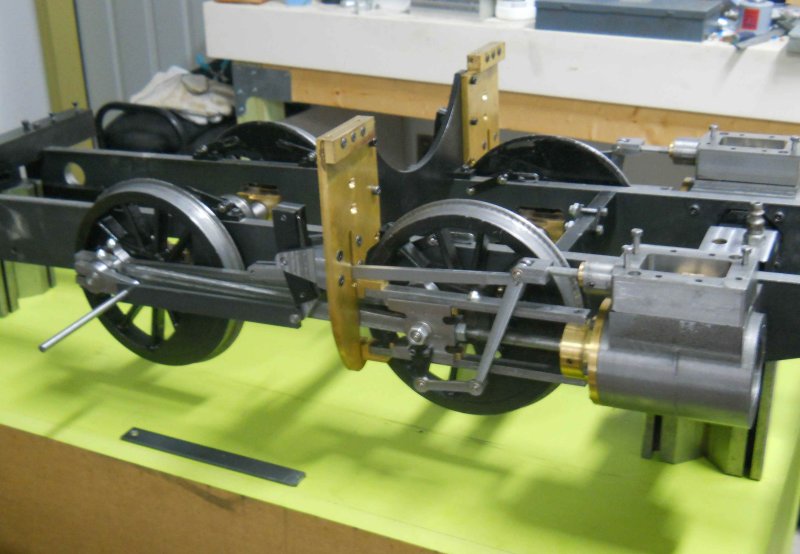
Today I installed the front cylinder covers, right running board with quadrant, and the reversing mechanism, and propped the chassis up on two bricks to clear the wheels. After attaching the air line from my mill along with an adjusting valve, it was time to test my work of the past year.
Initially I set the valves to neutral position and turned on the air at 20 psi. Most of the air leakage is between the cylinder and steam chest (there are no gaskets in place as yet). After tightening the steam chest covers a bit I moved the quadrant to full forward and increased the pressure to 65 psi. The engine didn't staer by itself, so I tried moving the drivers by hand, and it sprang to life. woohoo1
The reverse reach rod is not adjusted properly, so putting the quadrant into full reverse doesn't shift the radius rod fully up, but it does run slowly in that position once I turn the drivers backwards.
I am assuming that the engine will "run in" after a while, allowing it to self-start without my help.
So now it was time for the obligatory video:
http://www.youtube.com/watch?v=VlSsMNs8cE4&feature=youtu.be