- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
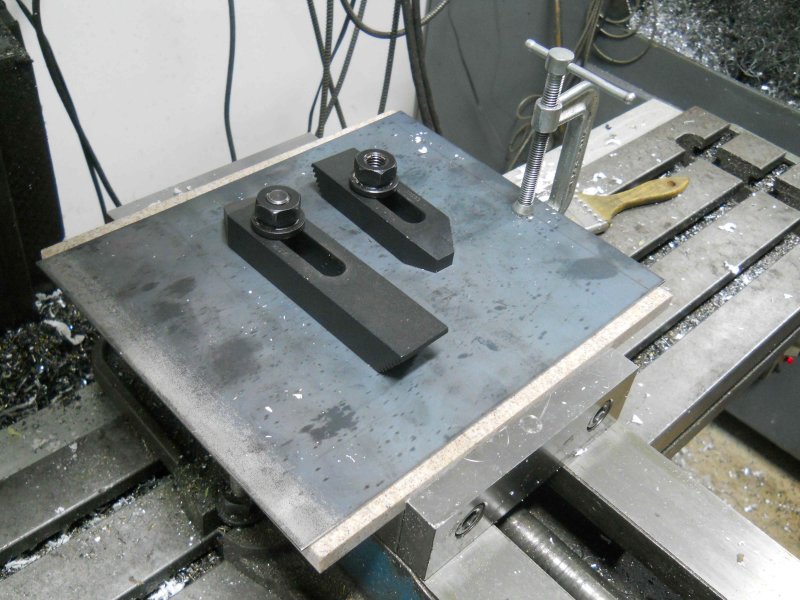
After holidays and some family obligations (and some lazy periods), I got back in the shop today. Many of the parts I need to machine next depend on the diameter of the boiler and smokebox that I'm having built, so today I decided to work on the front footplate. I had previously cut the plate itself from some angle iron, so most of the work was making the 4 brackets. First needed to bend them 90 degrees. As it's 1/8" HRS, I used the shop press set up like this:

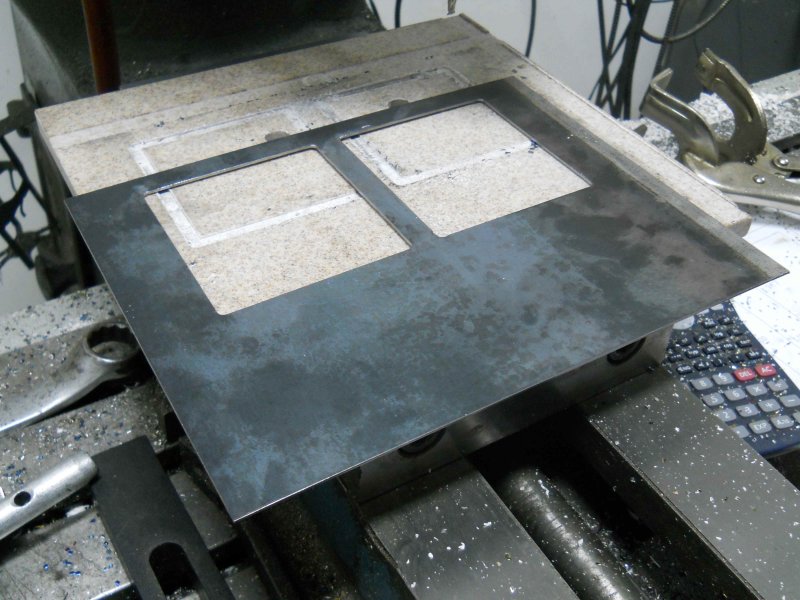
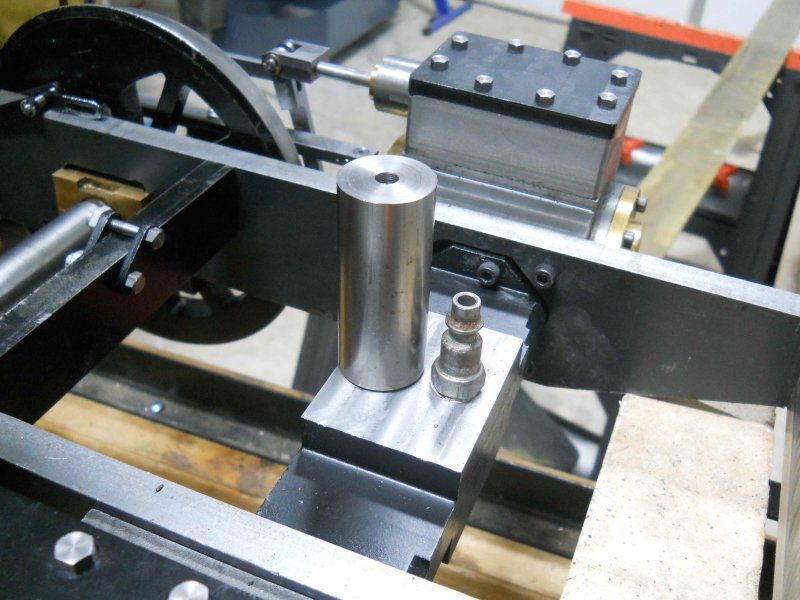
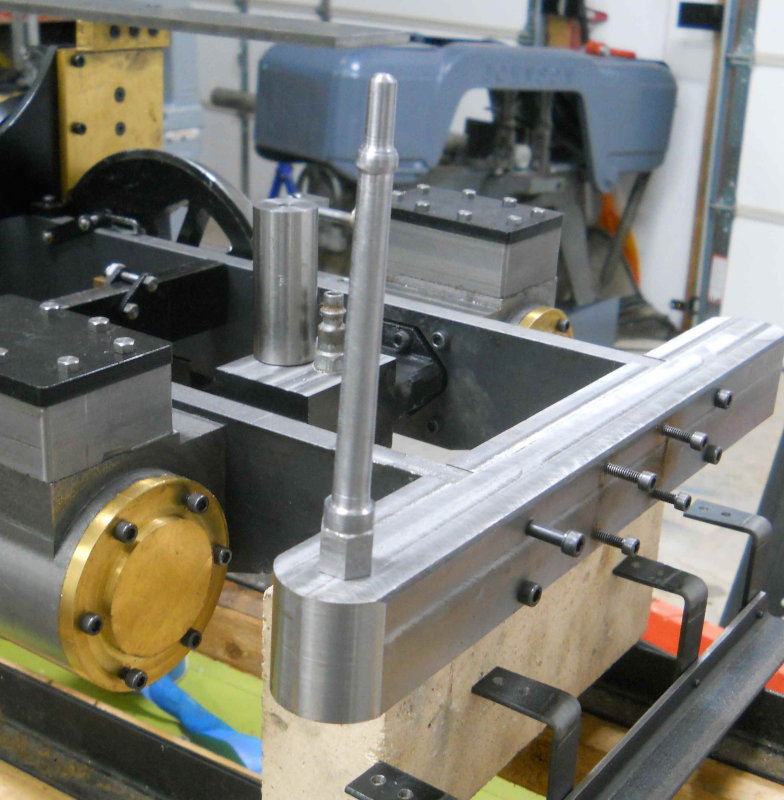
Then I just needed to mill each of the 4 to the same size and drill holes for mounting. Here's the end result:

Per Kozo's instructions, the assembly will be used as a drill jig to attach it to the underside of the pilot beam.
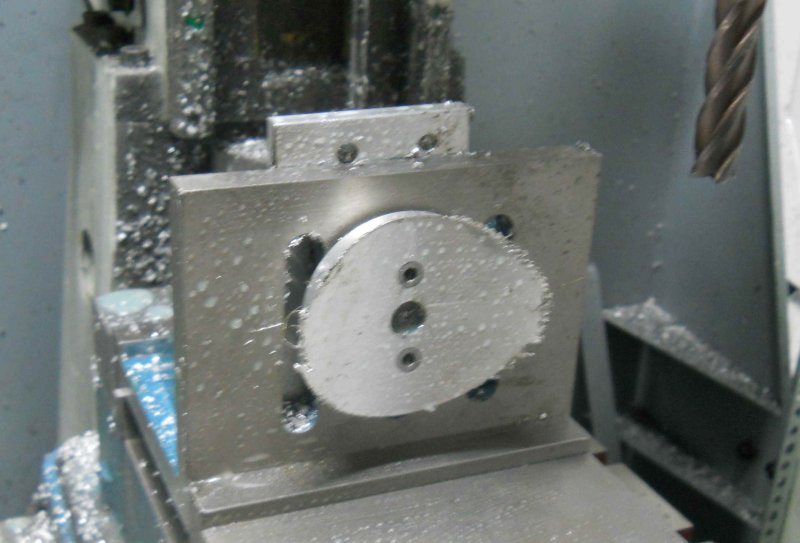
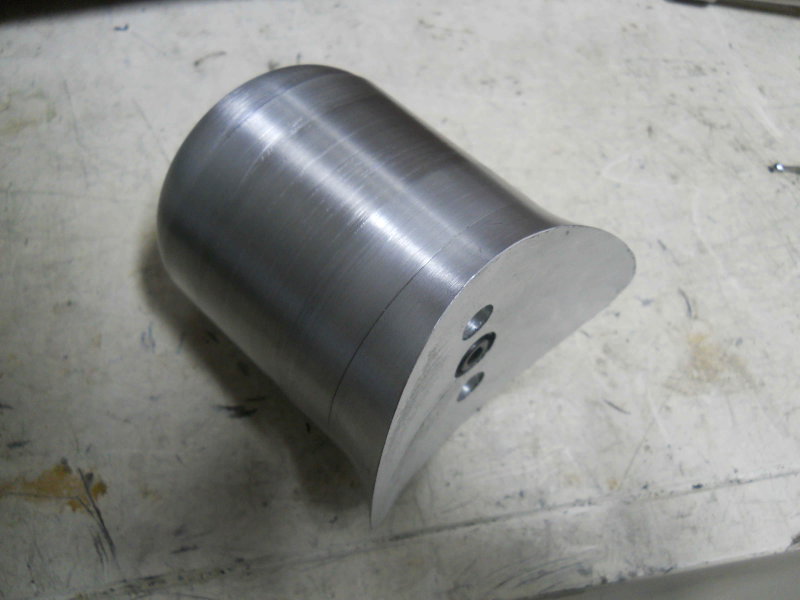
I went to Metal Supermarkets yesterday to get some 16ga sheet steel to make the sides and front of the cab, and while there found a pieces of 4" round aluminum in the cutoff bin. My plan is to mill the sand dome saddle from it, and then the dome itself from 3" diameter round that I already have. If that works out OK I'm going to do the stack saddle the same way, although I'll need a larger diameter piece of stock for that saddle.
Then I just needed to mill each of the 4 to the same size and drill holes for mounting. Here's the end result:
Per Kozo's instructions, the assembly will be used as a drill jig to attach it to the underside of the pilot beam.
I went to Metal Supermarkets yesterday to get some 16ga sheet steel to make the sides and front of the cab, and while there found a pieces of 4" round aluminum in the cutoff bin. My plan is to mill the sand dome saddle from it, and then the dome itself from 3" diameter round that I already have. If that works out OK I'm going to do the stack saddle the same way, although I'll need a larger diameter piece of stock for that saddle.





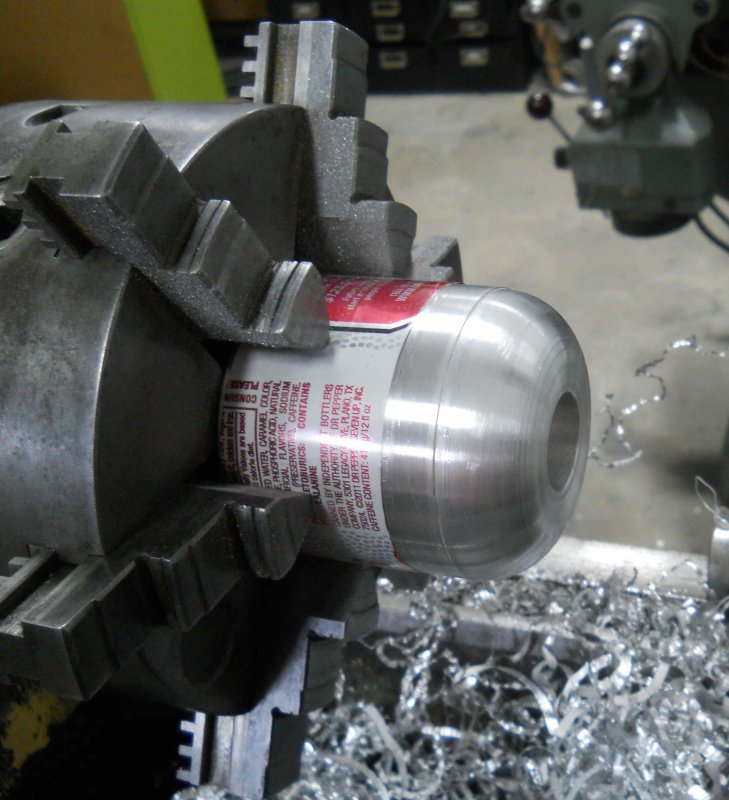
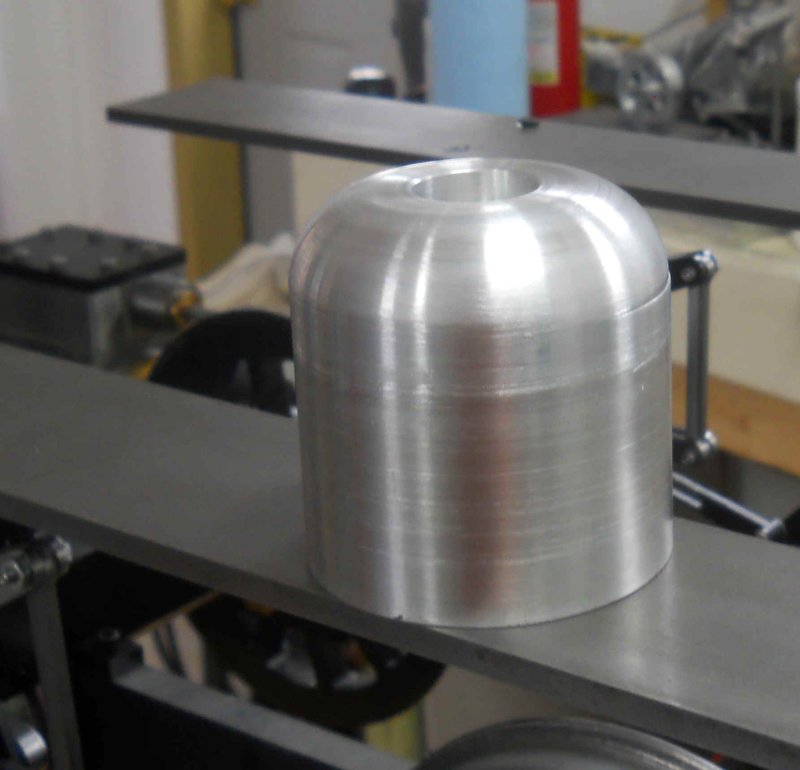

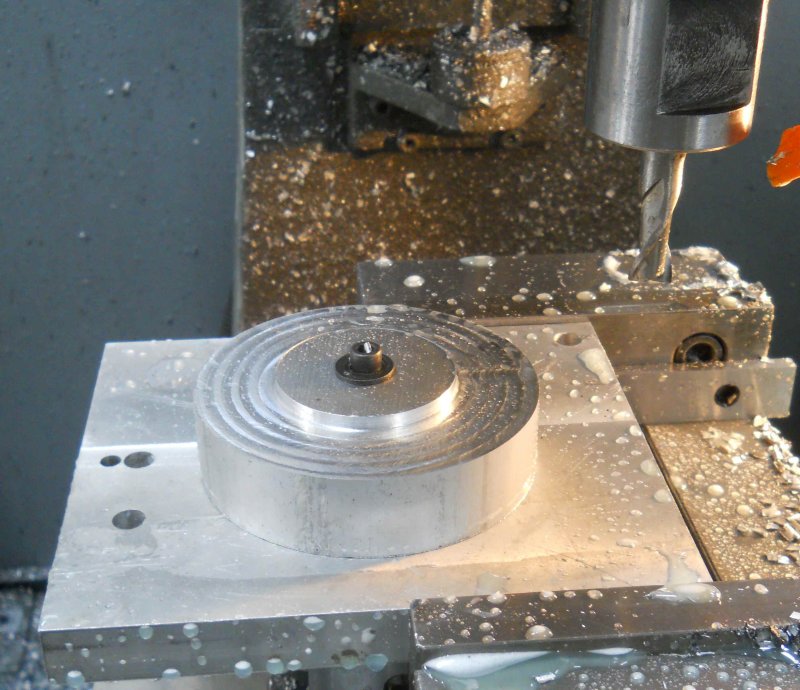
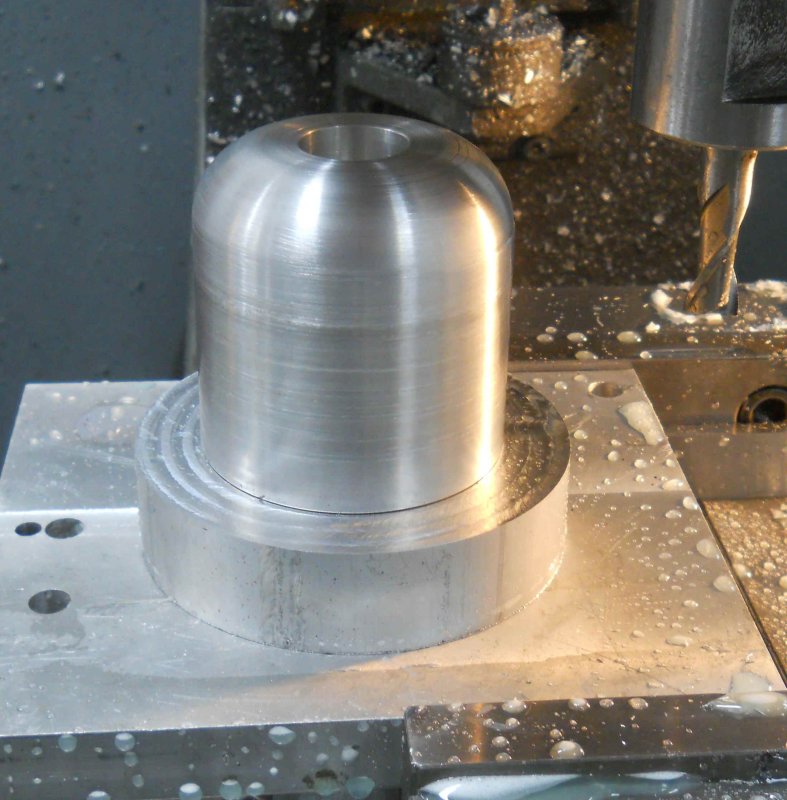


 Seems that I needed to first do the radius for the front-to-back, then the radius for the boiler.
Seems that I needed to first do the radius for the front-to-back, then the radius for the boiler.