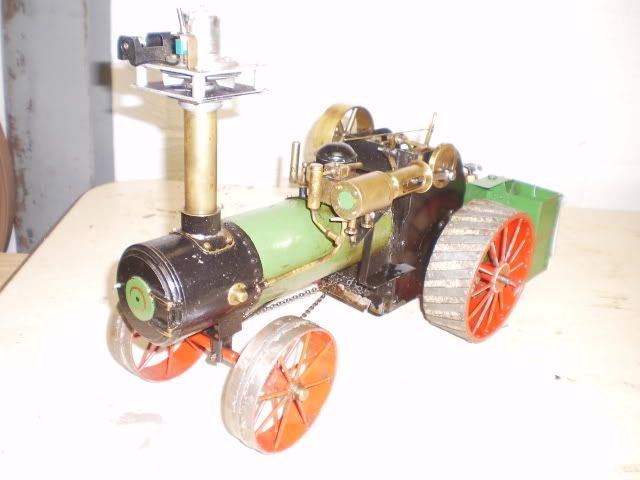
Continuing my build....
Boiler Casing Rivets
Im using 1/16 solid brass round head rivets. The rivet place had a 1/4 lb. minimum (about 600 rivets) so I just bought the longest (1/2) and will cut as needed. To cut, I drilled a hole in an appropriate thickness of material and snipped the rivets with a side cutter. The side cutter leaves a V shaped tip, but that flattens when the rivets are set.
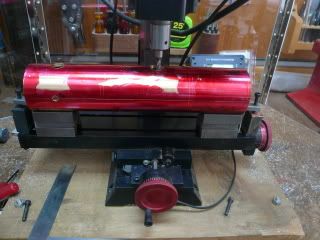
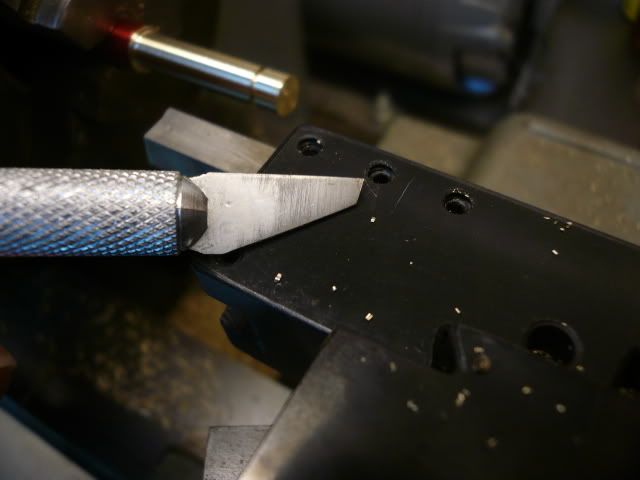
Setting the side rows of rivets requires a tool that can reach in about 4. To do this, I modified an old C clamp by cutting the handle and foot off and then mounting the screw in the lathe and drilling the end with an 1/8 ball mill.
To set the rivets, insert a rivet and screw the clamp down until the rivet is set. It's very helpful to make a stand to hold the boiler casing in place during riveting. It helps on those many occasions where you need three hands.
Firebox Wrapper
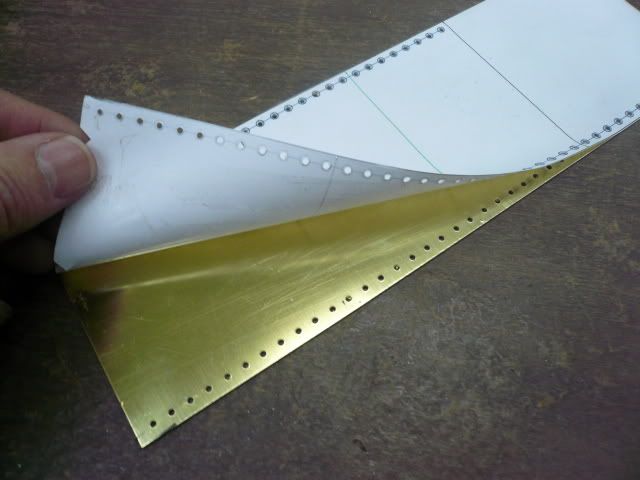
Rudys plans call for 1/32 steel for the wrapper. In fact, he used sheet steel throughout his build. I plan to use brass because I happen to have a nice piece of .032 brass on hand and because I'd rather work with brass than steel.
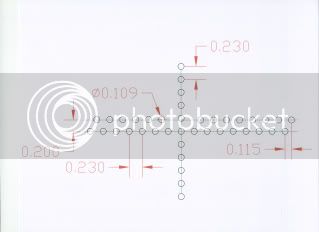
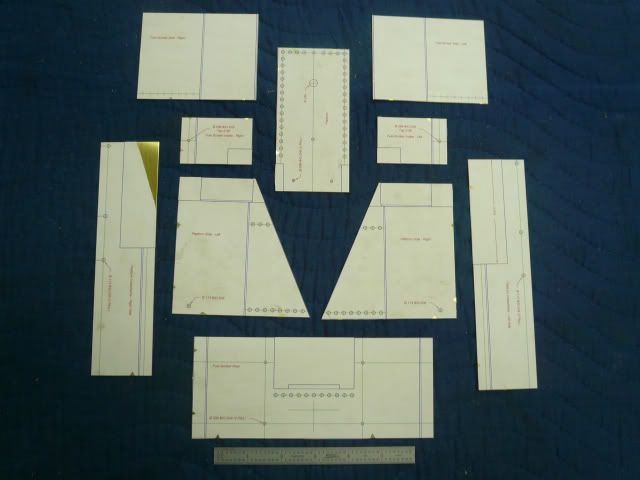
I layed out the wrapper and rubber cemented a copy to a piece of brass sheet, sheared it to size, drilled the rivet holes and prick punched the reference lines.
This paper & glue method might be suspect for precise machining operations, but it seems to work well for sheet metal layout.
After forming the wrapper, I clamped it in place on the boiler casing (this is where the reference lines Rudy suggested really come into play, because its important that the center of the wrapper be at top center of the casing). Then I drilled and set two rivets, moved the clamps down, drilled and set another two rivets and so on until the wrapper was in place.
This operation was not without its problems. Thats a broken off drill bit.
I broke two before I figured out my fixture had just enough wiggle to stress the bit. No problems after I fixed it. Fortunately, I was able to get both bits out by grinding a little on the back side and punching them out.
Firebox Throat Sheet
The firebox throat sheet encloses the front of the firebox and is contoured to hug the bottom of the boiler casing. I made it using a fly cutter in the drill press. Note that the pattern is glued to a larger sheet of brass that is in turn clamped to the drill press table. No hands anywhere near the fly cutter or the work for this operation.
One advantage of using the fly cutter is that you end up with an extra throat piece (and yes, I screwed up the first one and needed the second).
The throat sheet is riveted to the firebox wrapper. I clamped it in place and line drilled and installed several rivets, then removed the clamps and finished up. Theres an old woodworkers saying that you can never have too many clamps. Looks like it applies to model engineering, too.
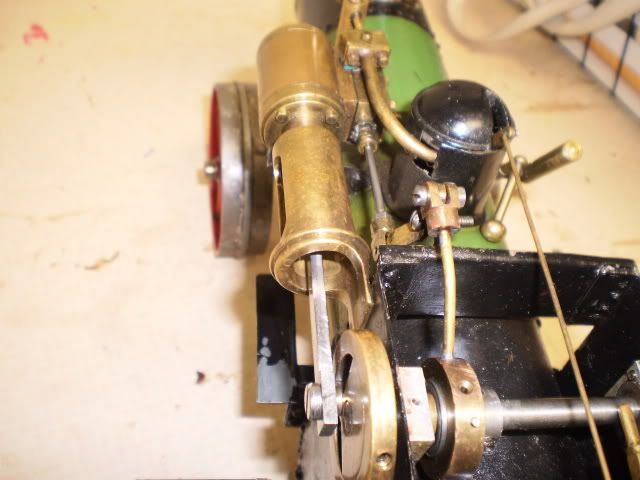
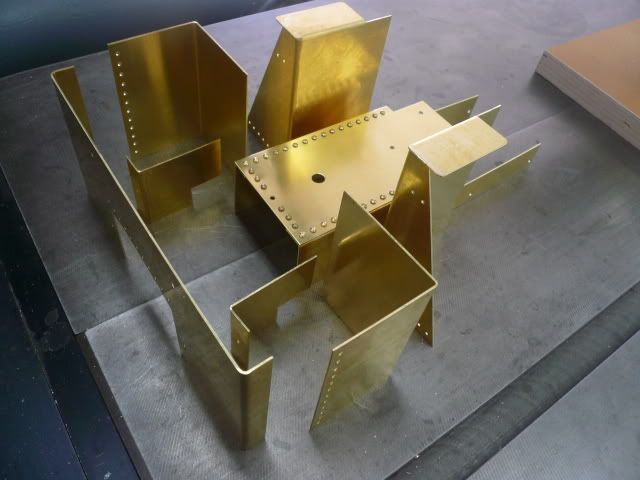
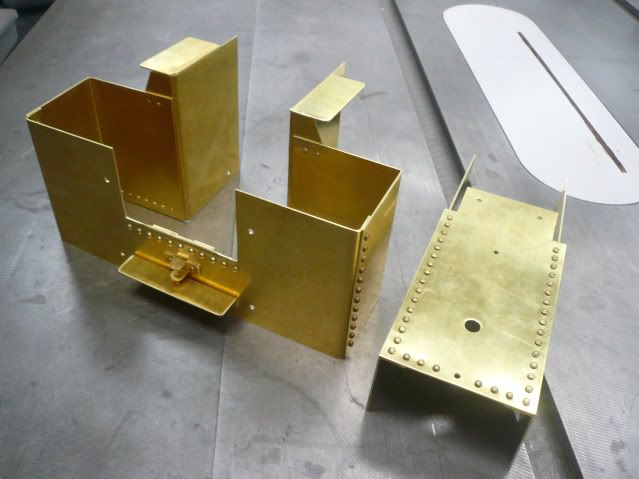
Heres the finished boiler casing and firebox subassembly.
Dennis