At last, some more progress on the donkey. I haven't been in the shop much lately. Lots of stuff going on around here and I keep losing my concentration. My grand daughter went back to college last week and she took my dog, Pearl, with her. Pearl is really Katie's dog but she couldn't go to school with her for Katie's freshman year, so she became mine for a while.
Damn dogs have a way of getting to you with their constant attention and complete approval. I'll miss her. I'll miss Katie too but I can talk to her on the phone.
Today I made pistons. The piston rod is 1/8" stainless steel with 1/2" of #5-40 thread. The piston is .625" dia. and .5" long. I don't have any suitable aluminum rod so I decided to make them from a piece of 1/2" aluminum plate.
First pic is a little chunk of plate hacked of with a hacksaw:
I drilled a little hole in the center for the live center:
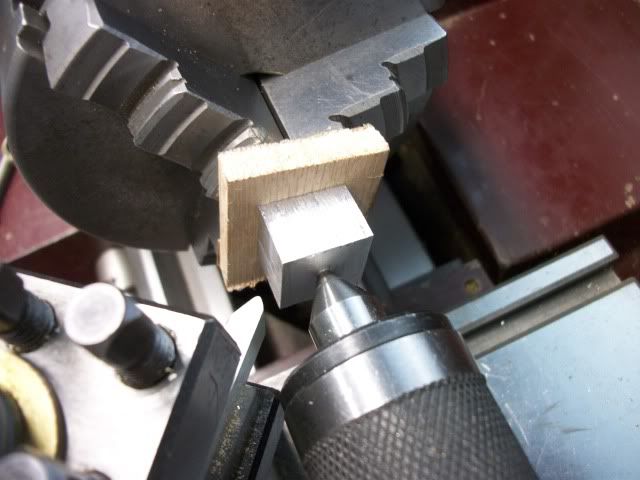
Then I mashed it up against the 3 jaw with a slice of 1/4" oak between the stock and the jaws:
This is a slight modification of Bogs' plate flywheel method. The oak provides enough friction that I don't need to use any double faced tape, and I can cut the full length of the part and cut into the oak without damage to bit, part, or chuck:
I left it slightly oversize so i can finish it concentric with the rod. Now that its round, I can mount it in a split collet and drill, counterbore, and tap it.
The counterbore is for the locknut. Its a close fit so if you look closely, you can see that two opposite sides of the nut have a small notch filed in them so they can be tightened with a two pin spanner.
A 1/8" hole in the oak plate lets the assembled piston and rod be put back in the three jaw. I used the tailstock ram to press the piston and plate hard against the jaws before clamping down on the three jaw. The piston was then turned to size and grooves for packing added:
More to come. I think I've got the fire lit again.
Jerry







 drill and tap it 2-56, extract the broken tap,
drill and tap it 2-56, extract the broken tap,