




- Joined
- Dec 2, 2008
- Messages
- 971
- Reaction score
- 8
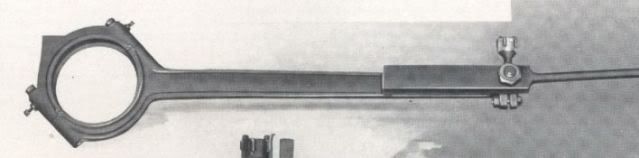
It is really difficult getting organized to proceed with this. I keep getting distracted with non-important jobs, like the fire door. I finally realized that the reason for procrastination was that there were so many unsatisfactory parts that needed rebuilt that I was just avoiding them by fiddling around with other stuff. I needed a plan. Here it is. Since I am happy with the winch side of the project and mostly unhappy with the engine end of it, almost everything on the engine side of it will be remade.
I had already remade the cylinders but I thought I would be able to salvage the heads and maybe the steam chests but that's just not going to happen. So it's most of it is being rebuilt. I have made some headway but have not been very careful with documentation because it is ground already covered.
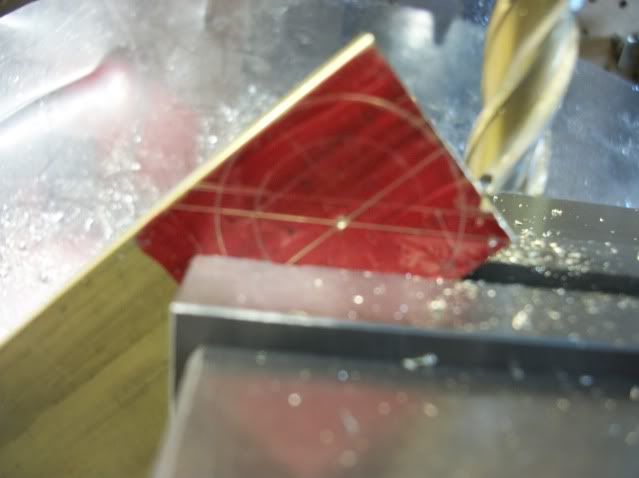
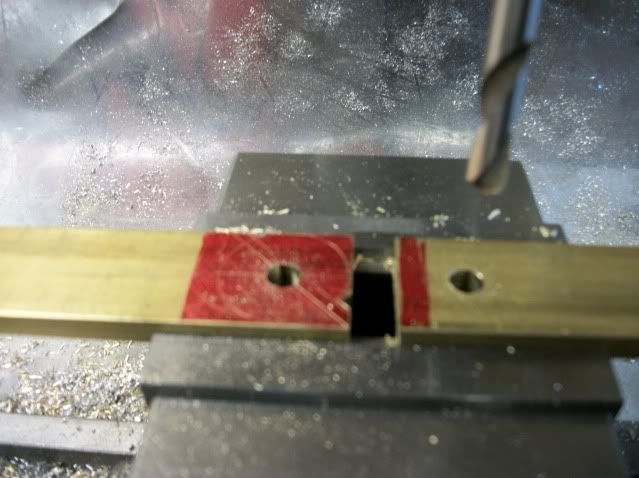
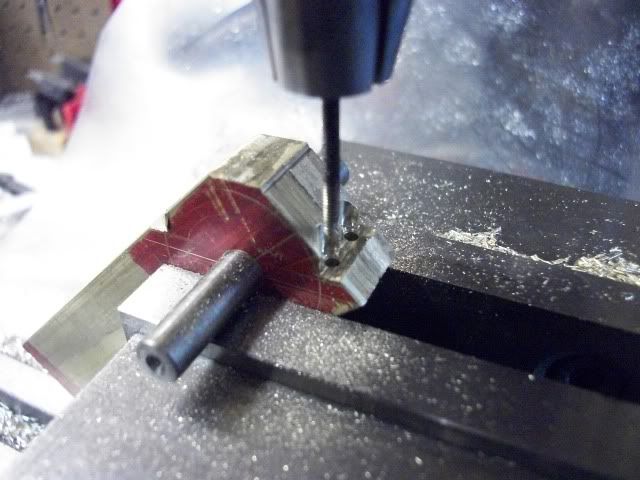
I will try to cover some of the things done differently such as the bolt pattern for the cylinder heads. I'm using 2-56 fasteners with a six bolt pattern. I will be using socket head cap screws for convenience during initial assembly and adjusting but will switch to hex head bolts or studs with nut where appropriate.
This is a first for me. No witness marks! Two cylinders, four heads, 24 drilled and tapped holes and they are all interchangeable! Any head fits either end of either cylinder and can be indexed to any position without worry. Every other cylinder that I have ever made was a nightmare of fitting, filing, marking and mahem. How did I do it? By eye.
I am being called for dinner and so I will post this now and continue with more after dinner.
Jerry
I had already remade the cylinders but I thought I would be able to salvage the heads and maybe the steam chests but that's just not going to happen. So it's most of it is being rebuilt. I have made some headway but have not been very careful with documentation because it is ground already covered.
I will try to cover some of the things done differently such as the bolt pattern for the cylinder heads. I'm using 2-56 fasteners with a six bolt pattern. I will be using socket head cap screws for convenience during initial assembly and adjusting but will switch to hex head bolts or studs with nut where appropriate.
This is a first for me. No witness marks! Two cylinders, four heads, 24 drilled and tapped holes and they are all interchangeable! Any head fits either end of either cylinder and can be indexed to any position without worry. Every other cylinder that I have ever made was a nightmare of fitting, filing, marking and mahem. How did I do it? By eye.
I am being called for dinner and so I will post this now and continue with more after dinner.
Jerry









") I forget about the big oceans in between... Locally here in Namibia they make shoes called "velskoene' and traditionally those have leather laces that are fairly thin strips of leather.
I forget about the big oceans in between... Locally here in Namibia they make shoes called "velskoene' and traditionally those have leather laces that are fairly thin strips of leather.
