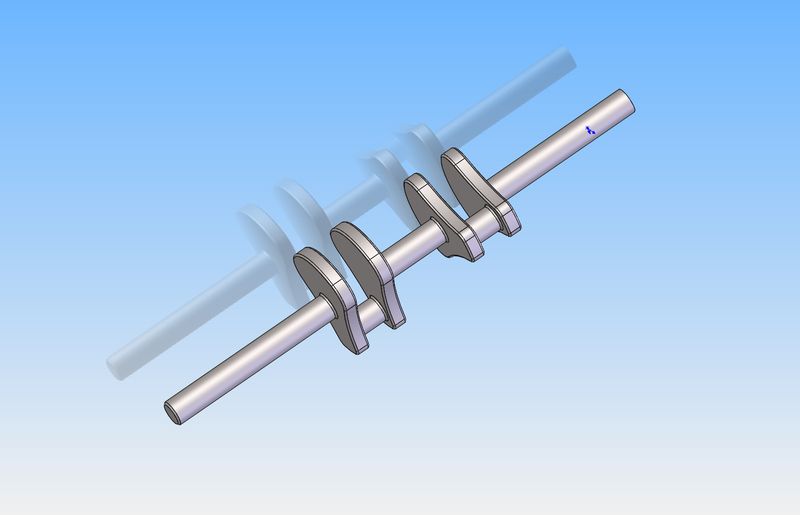
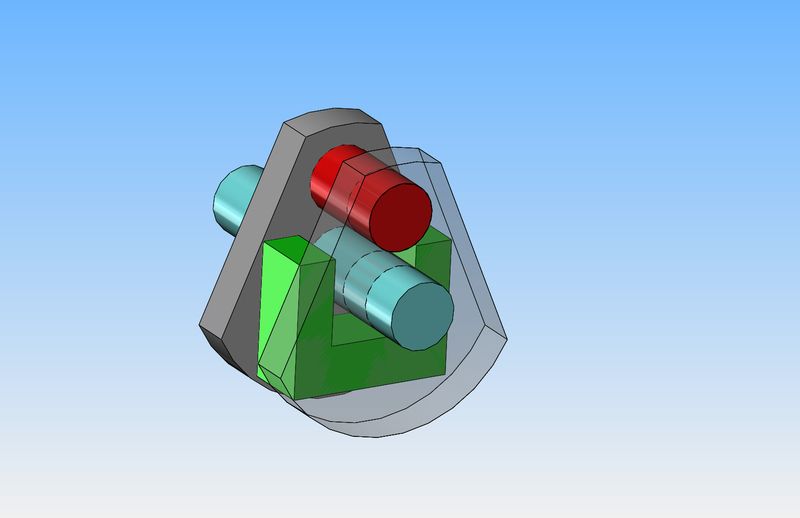
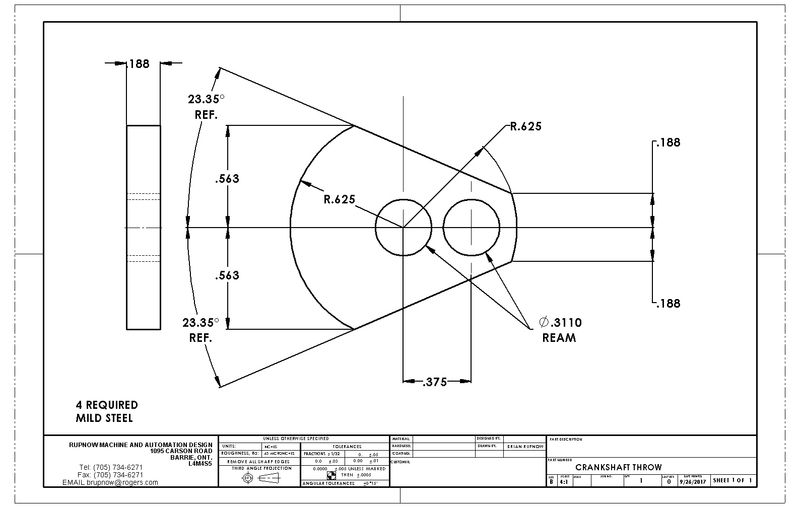
Next up will be the crankshaft. In the original plans, the crankshaft and rod journals were 0.281" (9/32") diameter, but I am blowing that up to 0.3125" (5/16) because I have reamers to suit that. The original plate crank-throws were .156" thick, but I am going to use 3/16" material, because I want the added thickness to help hold the pressed together parts more securely. I don't anticipate a problem making all the individual components, but getting everything pressed together and still maintaining the alignment required may be a challenge. The cold rolled shafting I have measures at 0.3120 to 0.3125" diameter. My undersize reamer is supposed to make a hole 0.3110" diameter. Probably a .001" press fit will work okay, as these steam/air powered engines are not high revving engines and not torque monsters.