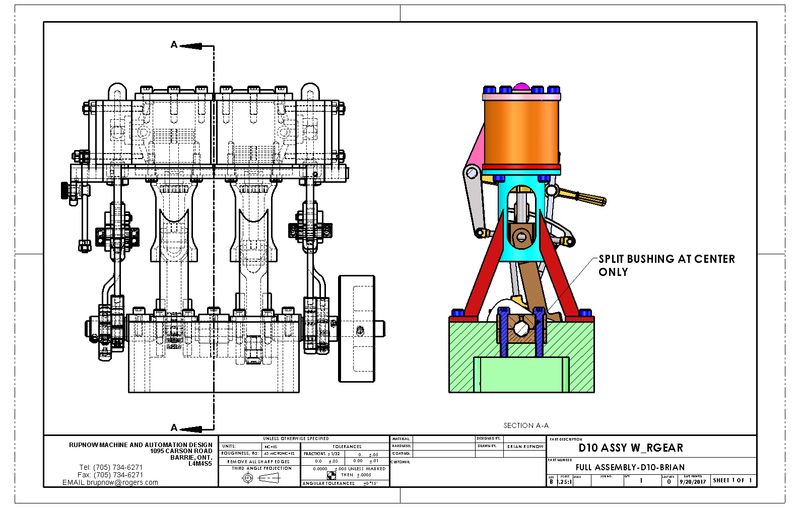
After the motor ran for half an hour the crankshaft bushings were much looser---but not loose enough. These little steam engines really don't like any resistance in the crankshaft bushings at all.---So--I switched out the short piece of 5/16" shaft with the pulley on it for a piece about 12" long, coated it with 600 grit carborundum paste, and using the pulley somewhat like a steering wheel I pushed the shaft thru all 3 bushings with a twisting in and out motion for a couple of minutes, making sure at all times that the shaft was engaged with all 3 bushings. (It wouldn't do much good if it was just a rotating movement--that would give annular grooves around the inside of the bushing.) Pushing the shaft in and out and turning it at the same time very quickly cut a couple of tenths off the inside of the bushings. After cleaning up everything in a varsol bath and blowing thru the bushings with compressed air, I reassembled the short shaft with a bit of lubricating oil, and it spins very freely.





")