- Joined
- Feb 18, 2013
- Messages
- 419
- Reaction score
- 251
To be honest I am surprised I am starting yet another engine after completing the Twin Horizontal steam engine just recently so I must have my mojo back again ")
I have decided to attempt a 1/8 scale Rider Ericsson pumping engine but I will be doing the cast parts myself because a) These are not readily available in the UK and b) I always like a challenge!
It's been a bumpy start really since I downloaded a 1/4 scale model off GrabCad and during the re-scaling to 1/8th on SolidWorks I have discovered numerous errors in that model which has slowed me way down on creating the correct solid model to work from. This always happens!
I do have the build manual for the 1/4 scale (Steam and Stirling engines you can build) but I was relying on the GrabCad model being accurate for the casting details as these are not fully dimensioned in the text. So be warned that all on that site is not always accurate.
I will persevere however and re-work as required.
So far I have remodelled the frame legs and will hopefully cast these using the 'Lost PLA method' but I have never attempted such a thin section and wide casting before.
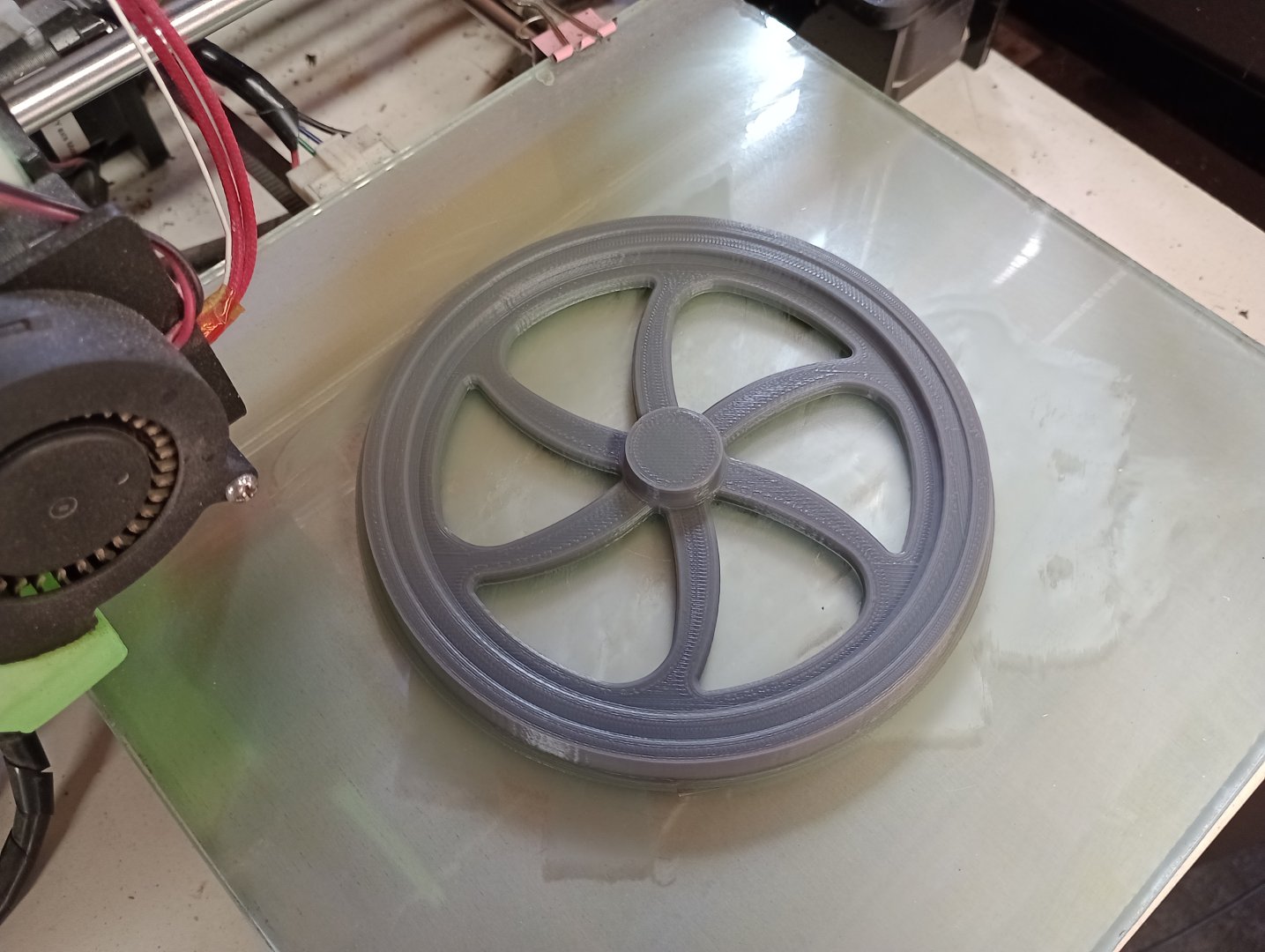
The Flywheel will be sand cast and so far I have created one half of the split pattern.
I have decided to attempt a 1/8 scale Rider Ericsson pumping engine but I will be doing the cast parts myself because a) These are not readily available in the UK and b) I always like a challenge!
It's been a bumpy start really since I downloaded a 1/4 scale model off GrabCad and during the re-scaling to 1/8th on SolidWorks I have discovered numerous errors in that model which has slowed me way down on creating the correct solid model to work from. This always happens!
I do have the build manual for the 1/4 scale (Steam and Stirling engines you can build) but I was relying on the GrabCad model being accurate for the casting details as these are not fully dimensioned in the text. So be warned that all on that site is not always accurate.
I will persevere however and re-work as required.
So far I have remodelled the frame legs and will hopefully cast these using the 'Lost PLA method' but I have never attempted such a thin section and wide casting before.
The Flywheel will be sand cast and so far I have created one half of the split pattern.