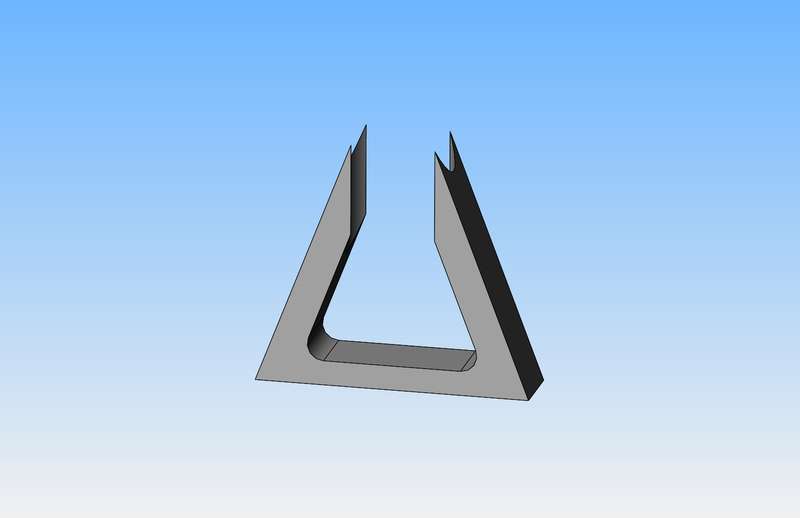
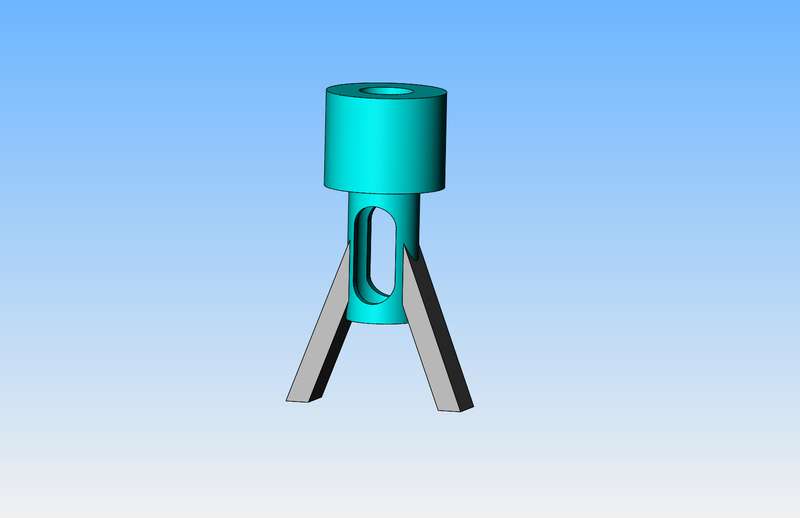
Stick it in the mill vice with a piece of aluminum packing on both sides and drill then bore the 13/16" diameter hole as shown. The aluminum packing on both sides protects the jaws of my mill vice, and more importantly, prevents ripping at the top of the legs where they become a sharp corner.

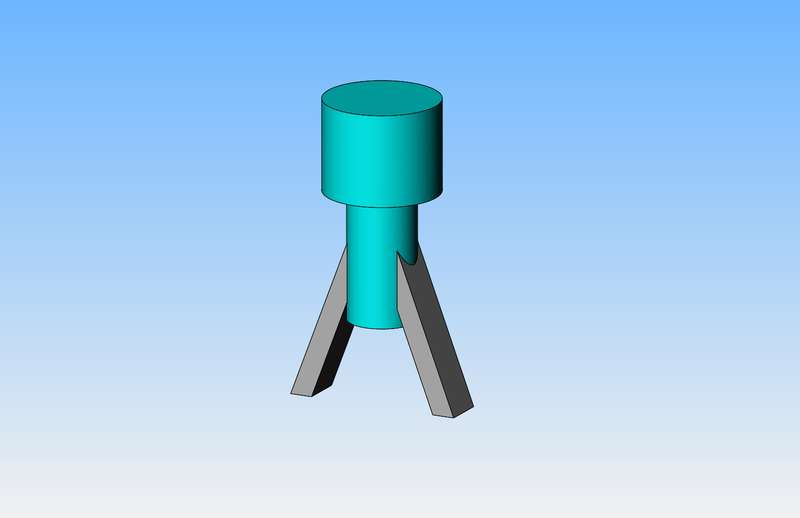
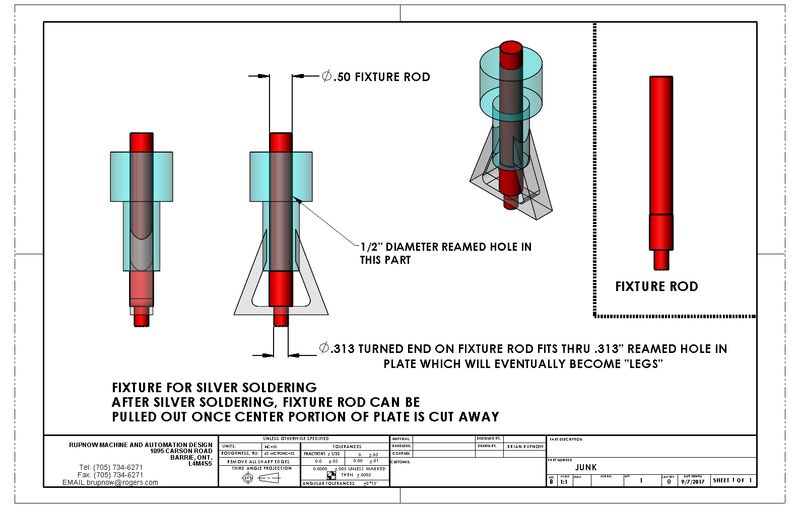
 I ran out of design work at noon, so I came home and played in my shop this afternoon. I have the two pieces cut from flatbar to finished size (setting on the lathe way) and one end of the round bar turned to 1 3/8" diameter and 13/16" diameter on one end. The finished bore of the round bar will be 5/8". I decided to drill and ream to 1/2" diameter full length of the turned section while it was still in the lathe to give good concentricity, and to #1--take away some of the mass where I will be silver soldering and #2--to give me a "sized hole" to act as a good register for an improvised fixture which will hold the pieces together in the correct relationship while I solder them.
I ran out of design work at noon, so I came home and played in my shop this afternoon. I have the two pieces cut from flatbar to finished size (setting on the lathe way) and one end of the round bar turned to 1 3/8" diameter and 13/16" diameter on one end. The finished bore of the round bar will be 5/8". I decided to drill and ream to 1/2" diameter full length of the turned section while it was still in the lathe to give good concentricity, and to #1--take away some of the mass where I will be silver soldering and #2--to give me a "sized hole" to act as a good register for an improvised fixture which will hold the pieces together in the correct relationship while I solder them.