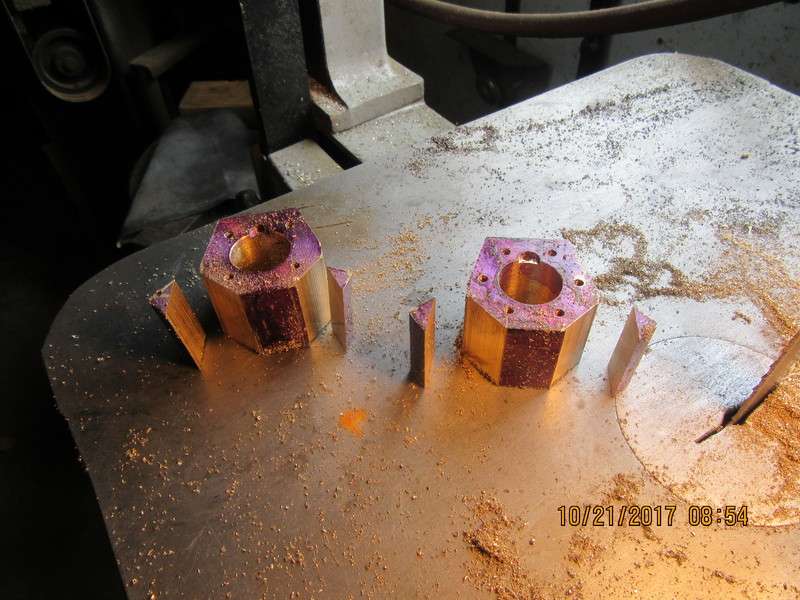
You know, I thought after I shut my computer off last night that I might have screwed up the math in that post. Ah well, bad on me. It was $12 for the brass and $15 for the cutting charge. I haven't been posting many set-ups, because they really aren't all that exciting. Just very simple 3 jaw and 4 jaw work in the lathe and the mill vice. if I get into any set-ups I consider "special" I will take a picture of it.---Brian