Harold Lee
Well-Known Member
- Joined
- Apr 23, 2008
- Messages
- 236
- Reaction score
- 2
Pete,
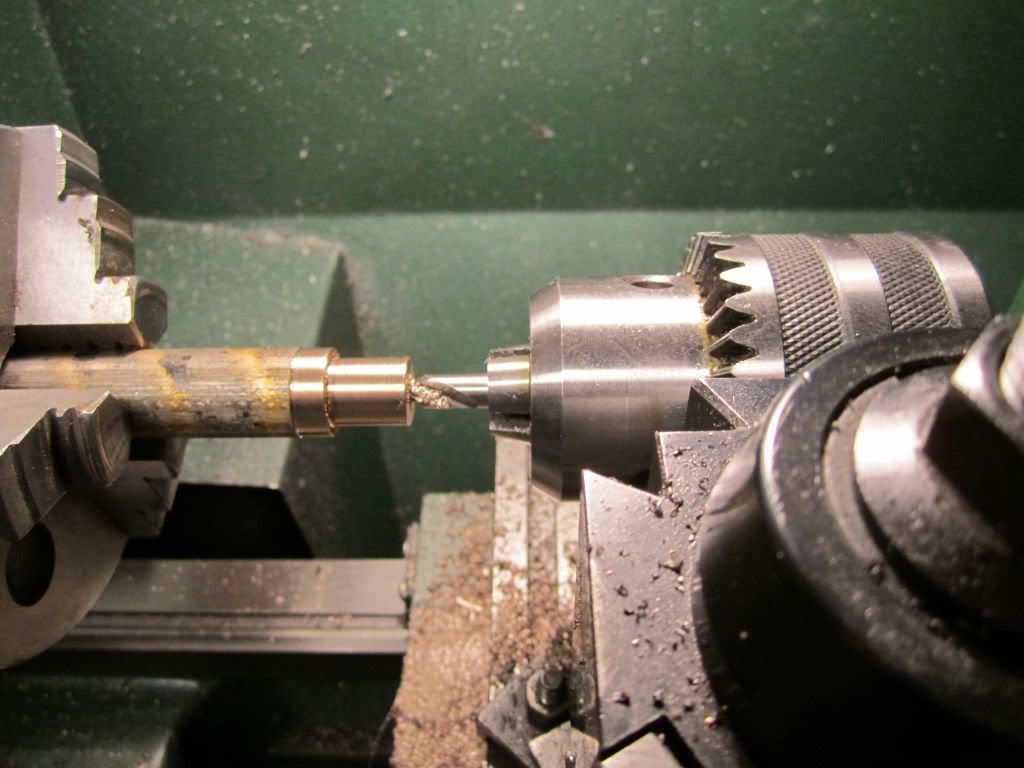
Thank you for your comments.. You are correct... I have had a center punch move the center drill a few thousandths.. On my crankshaft I did the layout and did not use the center punch. I'll do that in the future and just use the layout line to confirm the location but not try to draw the center drill to it.
I completely agree with you on Philip and Rudy. They are my favorites as well. I have built Rudy's marine compound, his walking beam, and about 90% complete on his steam tractor. Regarding Philip, I have built three Odds & Ends and now this. I have all of their "Shop Wisdom" books as well as the "Steam & Stirling" books from the 70s and 80s which had some of Philip's early works in it.
I have posted youtube videos of all of them... Search on hlee1946 and my videos should come up...
Thanks Again for your input and help.
Harold
Thank you for your comments.. You are correct... I have had a center punch move the center drill a few thousandths.. On my crankshaft I did the layout and did not use the center punch. I'll do that in the future and just use the layout line to confirm the location but not try to draw the center drill to it.
I completely agree with you on Philip and Rudy. They are my favorites as well. I have built Rudy's marine compound, his walking beam, and about 90% complete on his steam tractor. Regarding Philip, I have built three Odds & Ends and now this. I have all of their "Shop Wisdom" books as well as the "Steam & Stirling" books from the 70s and 80s which had some of Philip's early works in it.
I have posted youtube videos of all of them... Search on hlee1946 and my videos should come up...
Thanks Again for your input and help.
Harold


")