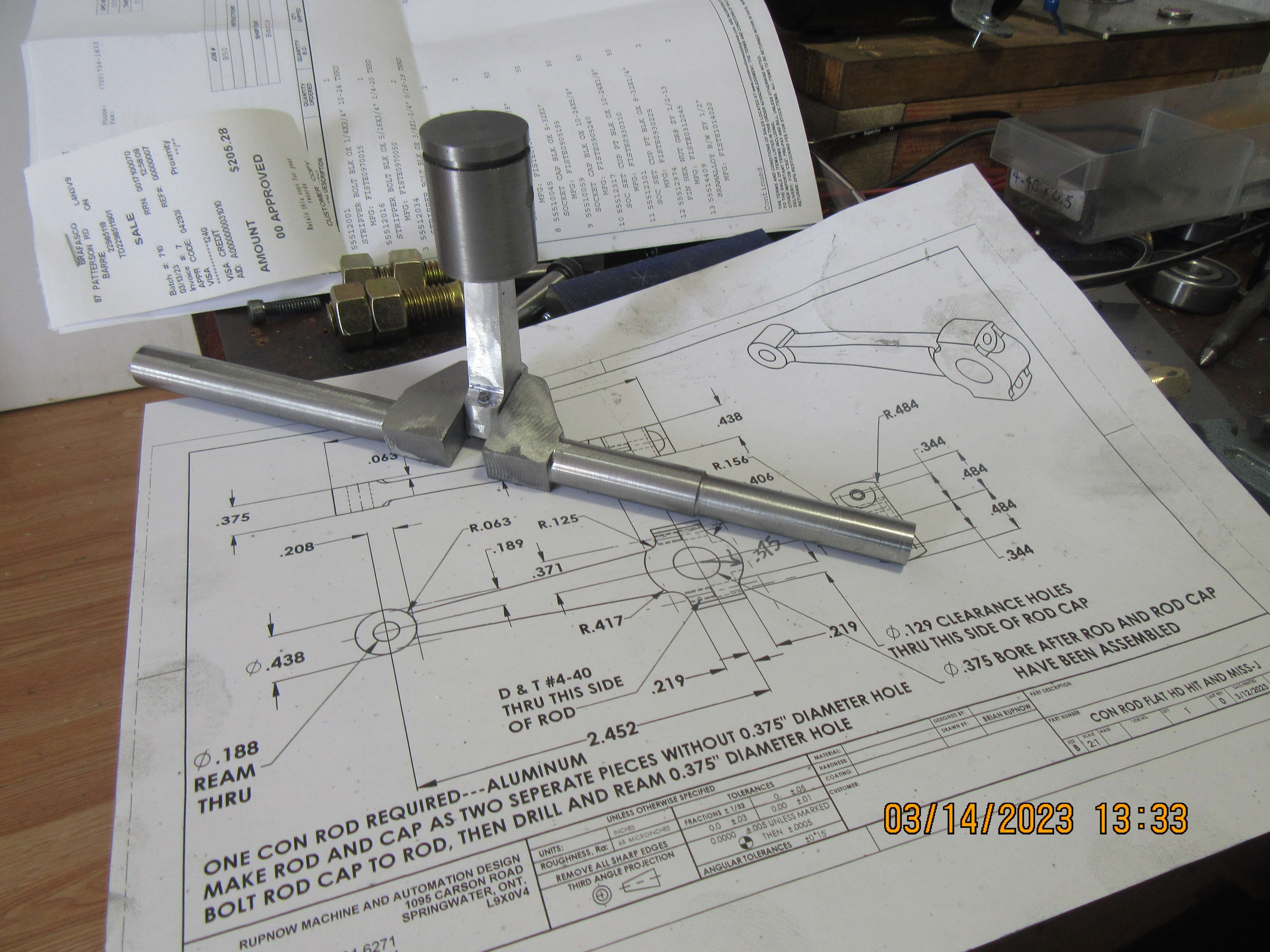
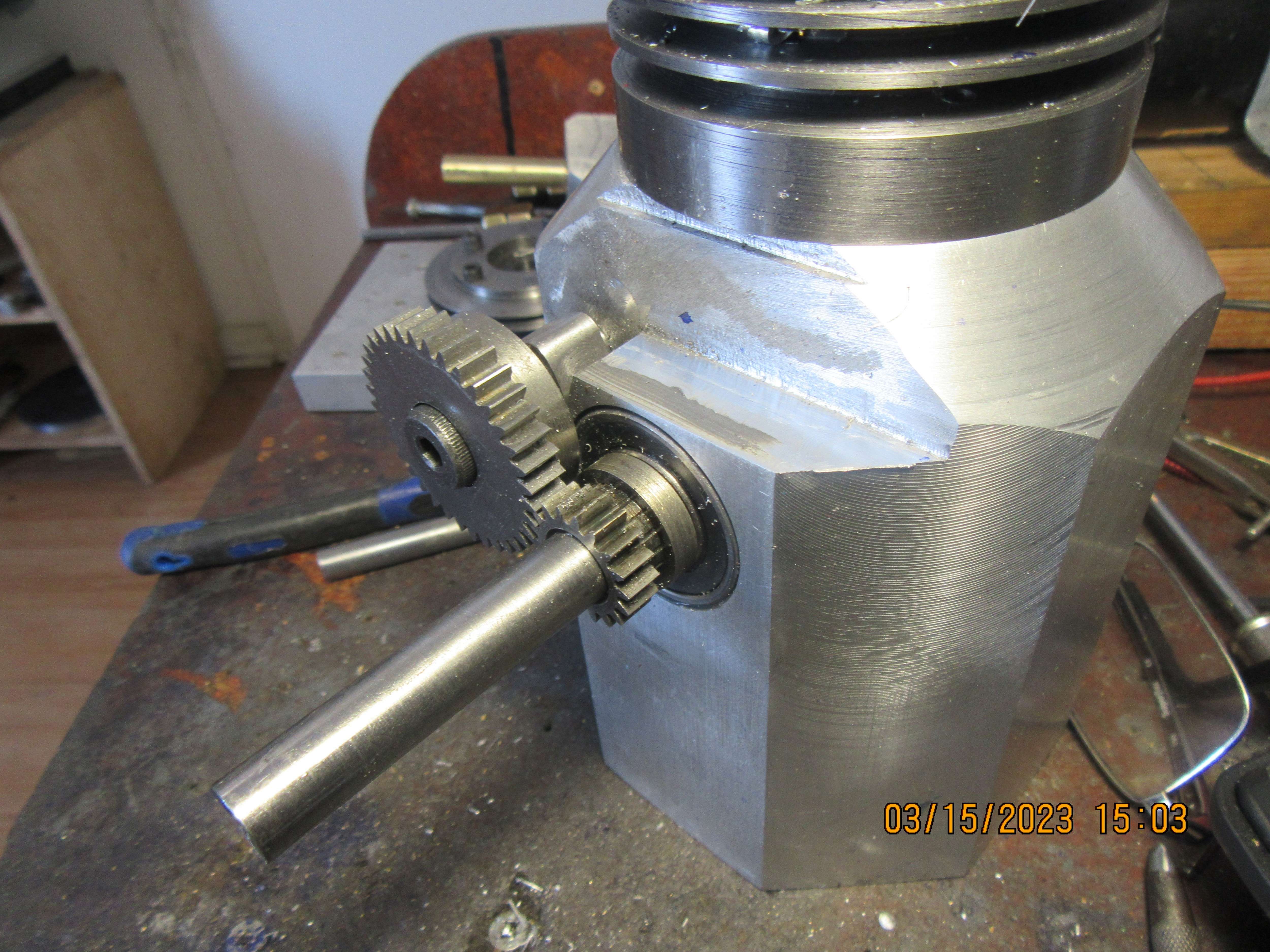
Making the con rod was one thing. Getting it to fit where I wanted it to and being able to revolve the crankshaft through 360 degrees turned out to be a major battle. After the first five assembly's and diss-assembly's, I started coating the con rod with layout dye, assembling it, rotating the crankshaft until it went "clunk" and then disassembling things to see where the layout dye was marked up. I kept filing away on the con rod until it began to look like a tapered cylinder, but eventually I found the sweet spot where the crankshaft rotated through 360 degrees without any interferance. At that point, I coated the outside diameter of the ball bearings with j.b.weld, shoved them into the crankcase cavities which were prepared for them, spun everything by hand one more time just to be "Damned sure" and left it to cure overnight.