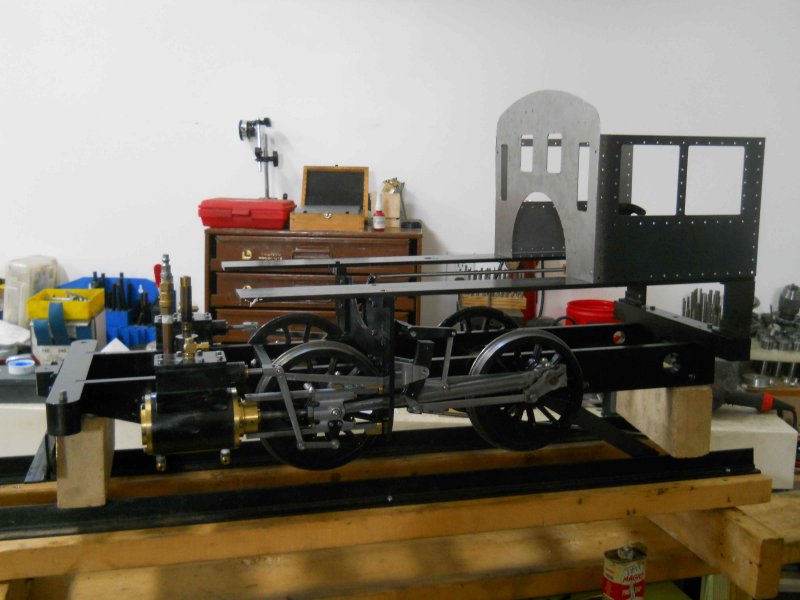
I spent most of Saturday re-assembling the chassis for a second test run on air. I made gaskets for the cylinder-tee joints, cylinder heads, steam chests, and covers, but installed only on the cylinders thus far. Since the first run on air in November I remade a number of parts (yokes, reverse brackets, running boards), and painted. Aside from the chassis, I also worked on the smokebox and its attachments (see prior thread posts), and installed the ash pan
I had installed the brakes as well, but when I raised the frame on the bricks, the axle boxes bottom on the binders and jam the wheels against the shoes. So for this run I had to remove the brake mechanism.
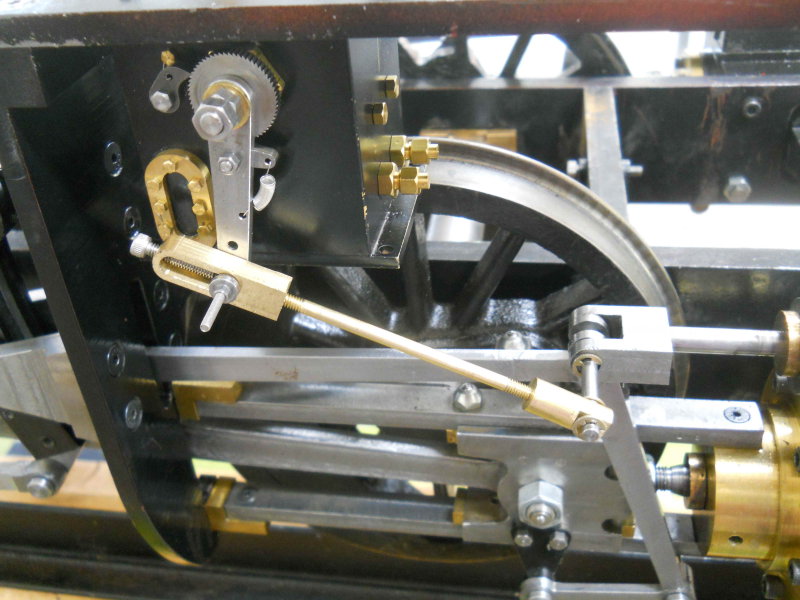
With the Johnson bar mechanism working better, the engine seems to run more free. However, there's a "dead" spot between forward and reverse that sometimes prevents a smooth transition between forward and reverse. I've been told this is fairly common, and with a little bump of the Johnson bar the spot is bypassed.
Here's the video:
[ame]http://www.youtube.com/watch?v=aGRN_yjde6E[/ame]
It would be handy to have made a locomotive treadmill; this would have allowed test with both the brakes and springs installed.
I have a week left to fix a few more bits before heading for a family vacation trip. Then it will be time to plumb the boiler.








")