- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
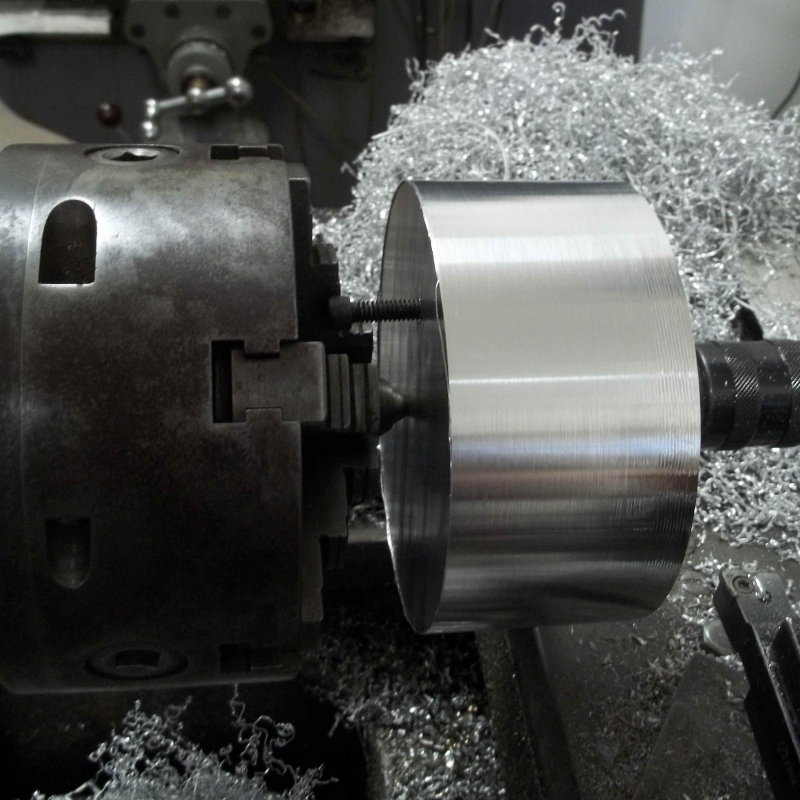
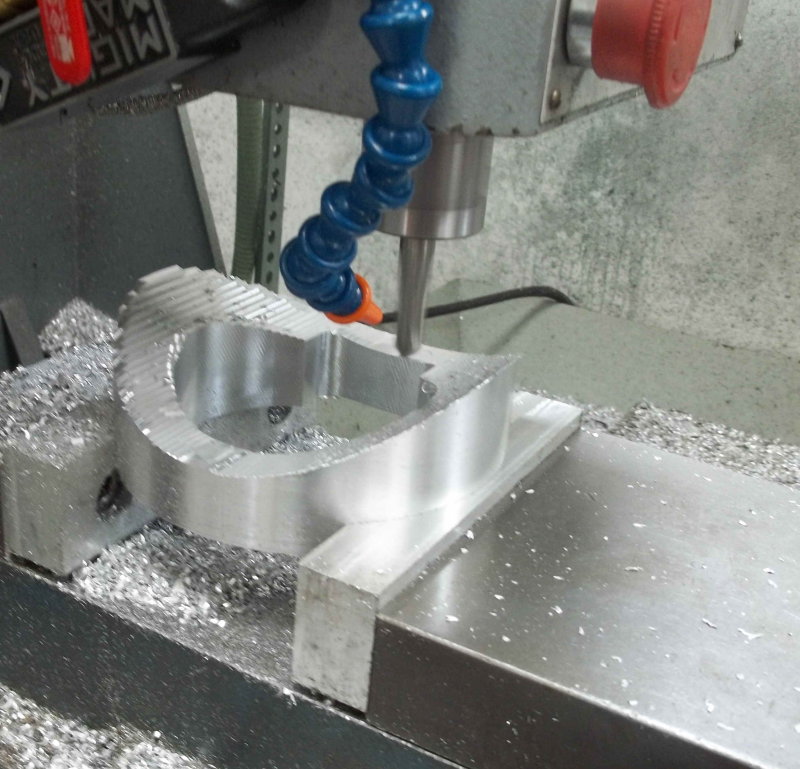
The base of the font (where the glass chimney mounts) is specified to be threaded 3/8-24 to screw into a spigot on the baseplate. However, the diameter of the casting is a bit smaller than 3/8". In any case, I made a little temporary split collet from some 1" aluminum round, mounted it in the lathe, and ran a die over the shaft. Not great threads, but they will suffice to keep the font in place.

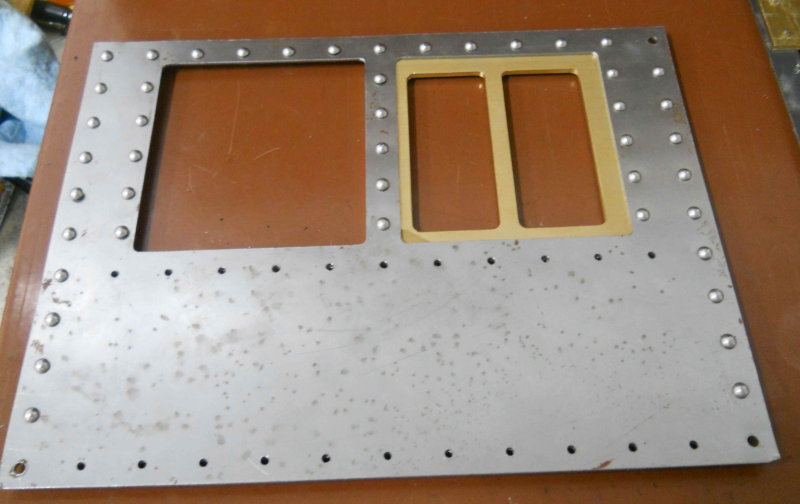
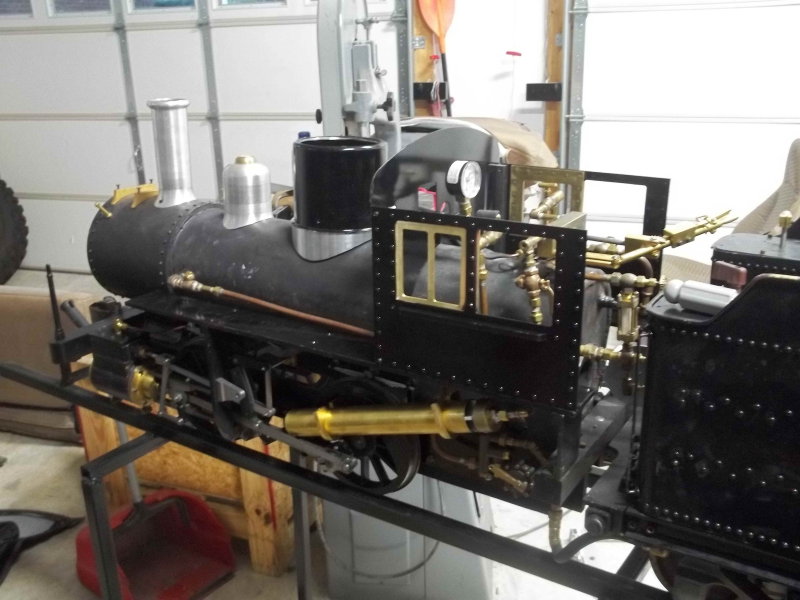
Then drilled the baseplate to attach both to my mounts and to the bottom of the lantern casting. Since the casting will cover two of the mounting screws, the lantern will be attached up from the bottom. Rather than using 5-40 screws in from below, I decided to use set screws in the casting and nuts below.
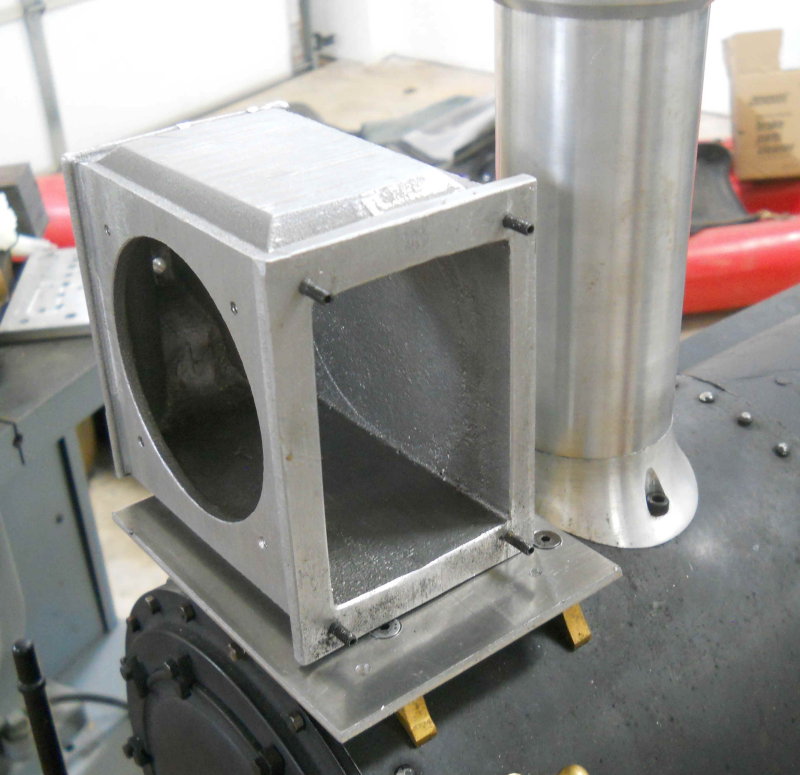
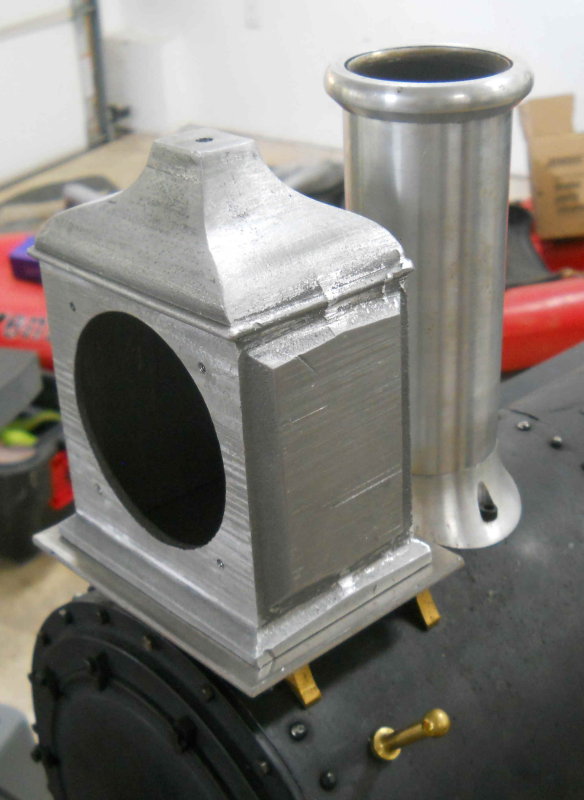
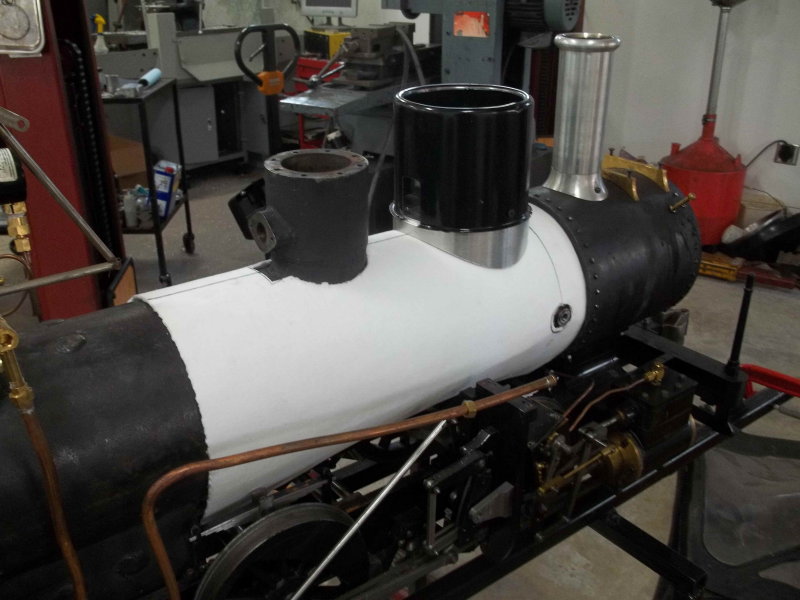
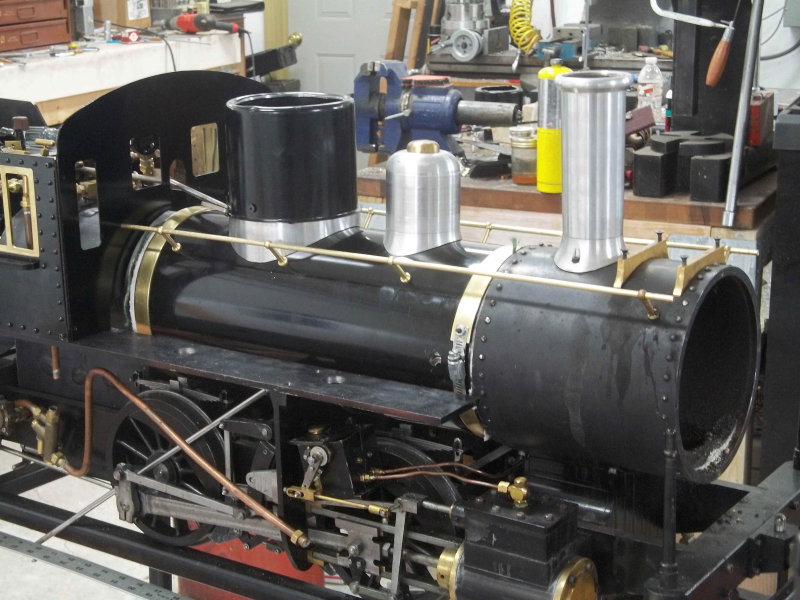
As can be seen, the lantern is pretty large vs. the stack.
Then drilled the baseplate to attach both to my mounts and to the bottom of the lantern casting. Since the casting will cover two of the mounting screws, the lantern will be attached up from the bottom. Rather than using 5-40 screws in from below, I decided to use set screws in the casting and nuts below.
As can be seen, the lantern is pretty large vs. the stack.














")