t.l.a.r. eng
Well-Known Member
- Joined
- Feb 9, 2009
- Messages
- 81
- Reaction score
- 14
The fellows above are all correct as you need a narrower seat, angled seat, and a correct spring.
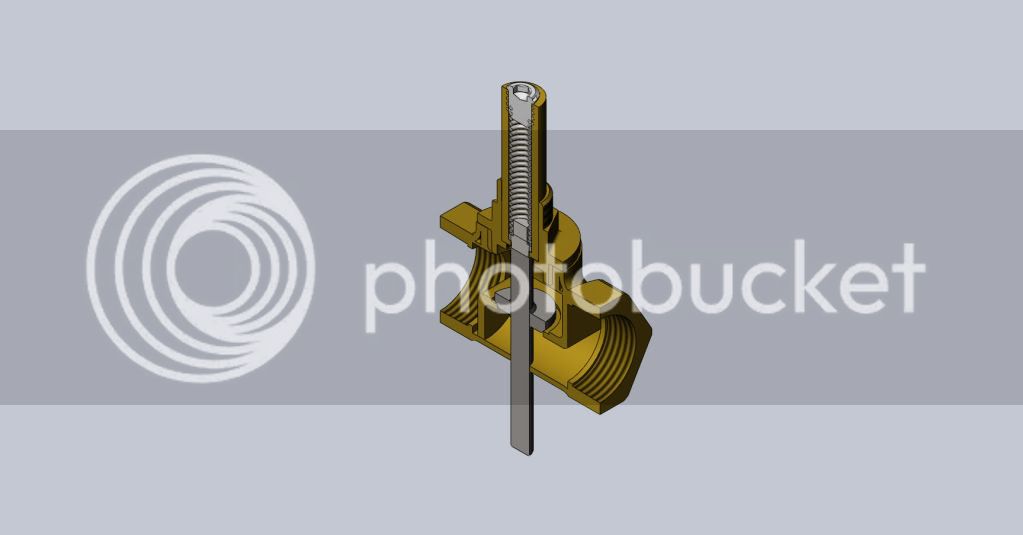
If it helps, here is what works for me in hopefully a simple explanation.
The valve should be cut at 45 degrees and the seat cut at 46 degrees for a mechanical wedge fit of sorts.

Picture is over simplified but hopefully you can see the idea. The combustion pressure will actually help seal the valve.
The valve becomes self locating in the seat allowing for looser guide clearances. If you have ever had the head off a Briggs and Stratton, the valves are remarkably loose. But it works fine.
The taper allso allows the valves to be self cleaning keeping carbon out of the seat area.
Make sure the top surface where the valve seat will be is truly flat. Using lapping compound is a hold over from the old days where cheap was good and quality wasn't the best. If the valve is made new with proper machining, then lapping has no place in this application. Using VERY SHARP tooling will make parts to work right the first time. My thoughts and practices,others may not agree, just what works for me. This is allso following full size practice, after all, engine manufacturers don't need to lap their valves.

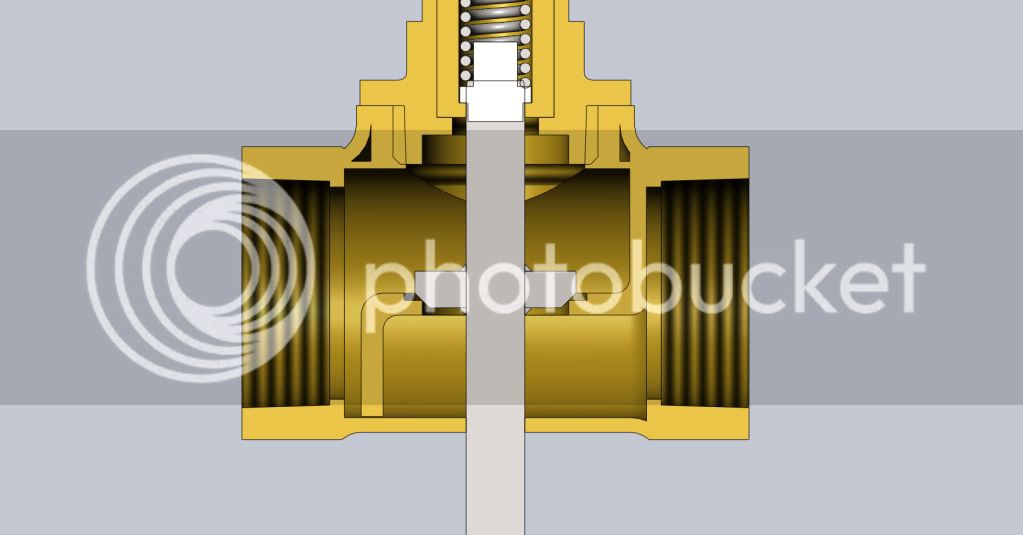
You can carry this further by using three angles, 30 on top, 46 for the seat, and 60 leading into the port. The blue line in the second pictureis the 46 degree seat. You can control the depth of the valve and where the valve contacts the face this way.
Hope this may be of some help.
If it helps, here is what works for me in hopefully a simple explanation.
The valve should be cut at 45 degrees and the seat cut at 46 degrees for a mechanical wedge fit of sorts.
Picture is over simplified but hopefully you can see the idea. The combustion pressure will actually help seal the valve.
The valve becomes self locating in the seat allowing for looser guide clearances. If you have ever had the head off a Briggs and Stratton, the valves are remarkably loose. But it works fine.
The taper allso allows the valves to be self cleaning keeping carbon out of the seat area.
Make sure the top surface where the valve seat will be is truly flat. Using lapping compound is a hold over from the old days where cheap was good and quality wasn't the best. If the valve is made new with proper machining, then lapping has no place in this application. Using VERY SHARP tooling will make parts to work right the first time. My thoughts and practices,others may not agree, just what works for me. This is allso following full size practice, after all, engine manufacturers don't need to lap their valves.
You can carry this further by using three angles, 30 on top, 46 for the seat, and 60 leading into the port. The blue line in the second pictureis the 46 degree seat. You can control the depth of the valve and where the valve contacts the face this way.
Hope this may be of some help.
") The good news is, its not that critical if the seat is 44.7 degrees and the valve is 46.1, and how inventive do we need to get to measure that anyway?
The good news is, its not that critical if the seat is 44.7 degrees and the valve is 46.1, and how inventive do we need to get to measure that anyway?