K
Kermit
Guest
button head screw
Brian,
Great work on the pump jack. As a Texan I have grown up with these things, so I don't often think of them as being anything worthy of modelling. I see I am quite wrong.
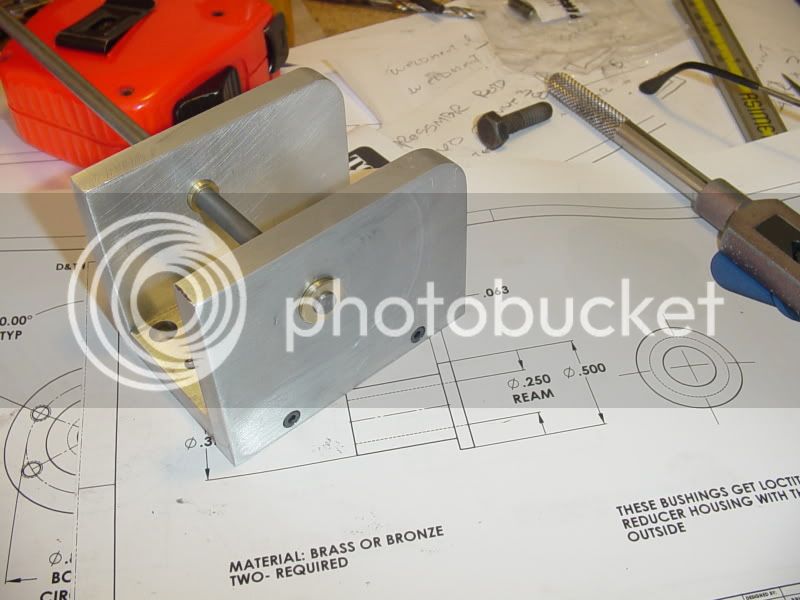
I'm sure you are way ahead of me on this, but are you considering other types of fastening hardware than the socket head cap screws seen in the pictures?
Waiting to be told you have already got that covered,
Kermit
Brian,
Great work on the pump jack. As a Texan I have grown up with these things, so I don't often think of them as being anything worthy of modelling. I see I am quite wrong.
I'm sure you are way ahead of me on this, but are you considering other types of fastening hardware than the socket head cap screws seen in the pictures?
Waiting to be told you have already got that covered,
Kermit
") . For model building, there doesn't seem to be any alternative that even comes close for cost and convenience of SHCS's. And they do look neat, especially when recessed.
. For model building, there doesn't seem to be any alternative that even comes close for cost and convenience of SHCS's. And they do look neat, especially when recessed.