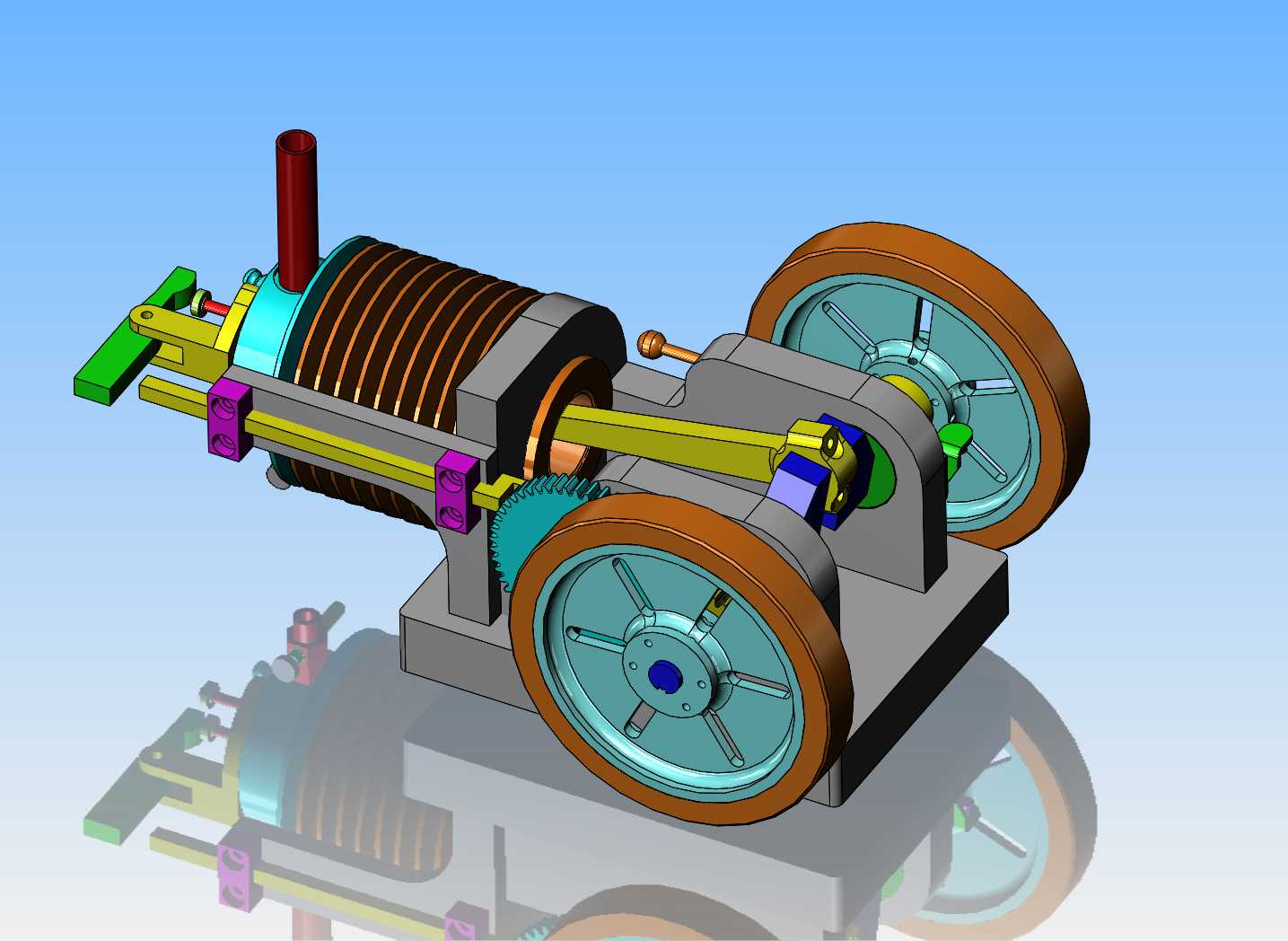
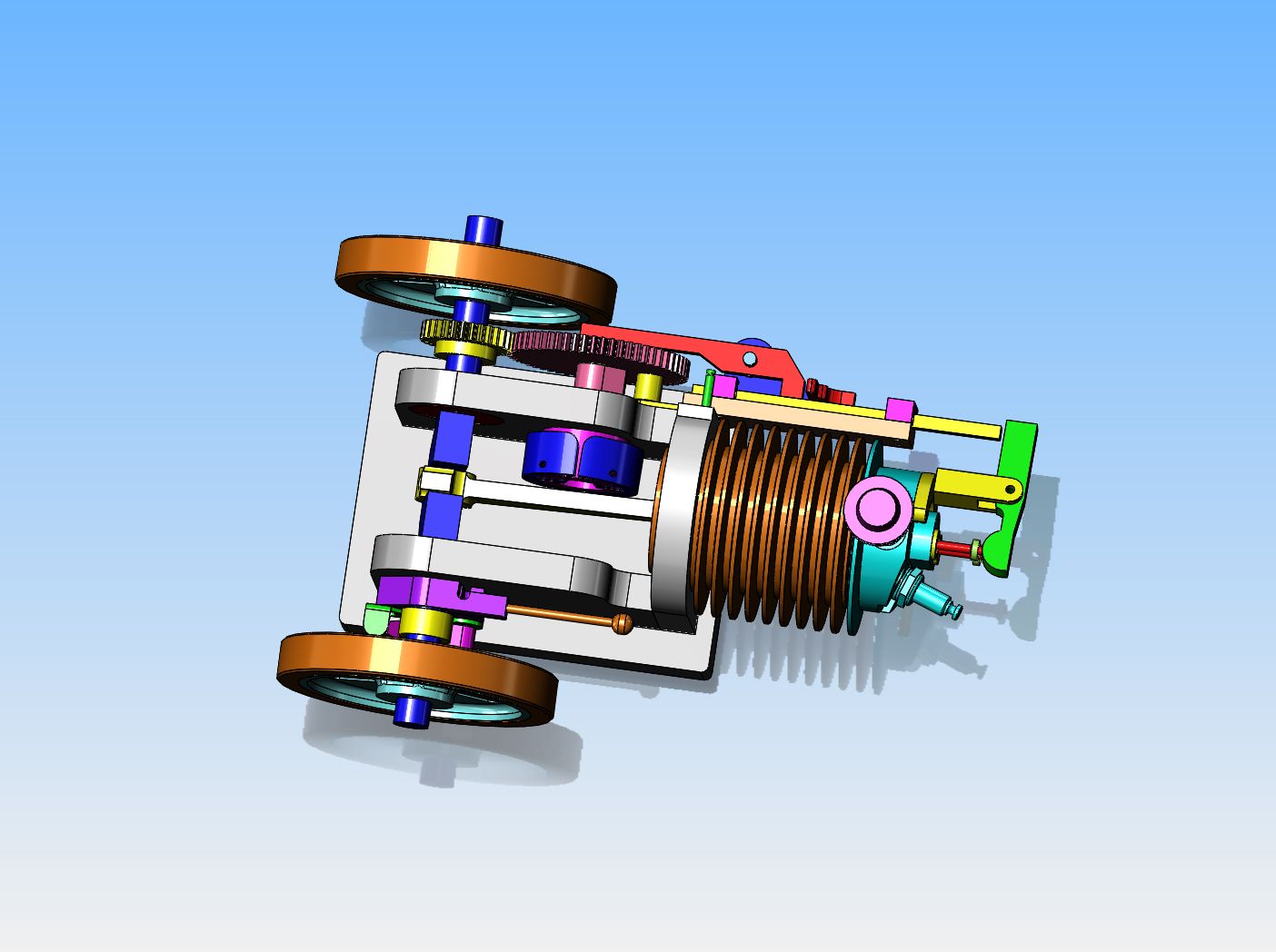
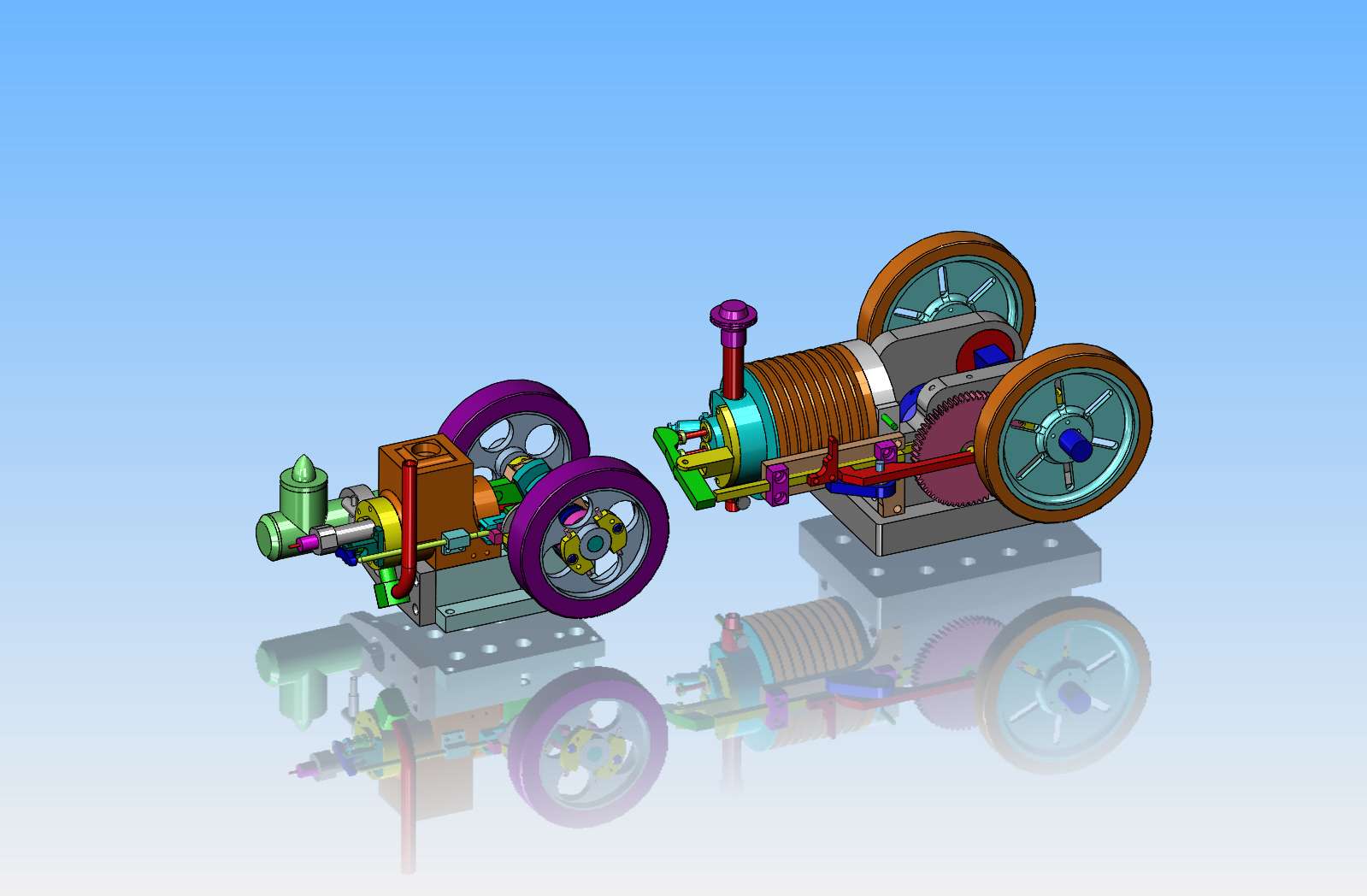
I'm a bit bored today. Not a lot, but winter's coming. I've played with my v-twin engine until I've reached a point where it will run like crazy at mid range speeds, but doesn't respond well to slowing down, not for that matter to speeding up. I think I am going to put it away for a while, and come back to it later. I have enough stock "in house" to build a pair of 4 1/2" flywheels. I would like to run a 1" bore, not because it would have more power, but because at 1" bore I can use a 3/8" thread sparkplug which I can purchase from a local automotive store. If I use a 3/4" bore, then I can only fit in a 1/4" sparkplug. I have my own complete set of 24 DP gear cutters, and may opt to use a 25 tooth and a 50 tooth set of timing gears. Probably go for a 1 1/4" stroke, maybe 1 3/8". I would build my own mixer (carburetor). Air cooled is the easiest route for me to go, but I would design it to also use a water jacket, because since I sell these drawings I am sure people would like to have a choice. I don't think I would put a fan on this one, because if the hit and miss cycles are working properly, the engine will pump enough air through during the miss cycles that it will run pretty cool anyways. Brass, in any size, has become so terribly expensive that other than some trim pieces the engine would primarily be made from steel and aluminum. Cast iron cylinder sleeve and cast iron piston. Paint is still cheap as dirt, and if done properly can really give some eye appeal to an engine. I won't be cutting metal for a while yet, but I get excited thinking about the design stage.

Time for a new Horizontal Hit and Miss engine
- Thread starter Brian Rupnow
- Start date