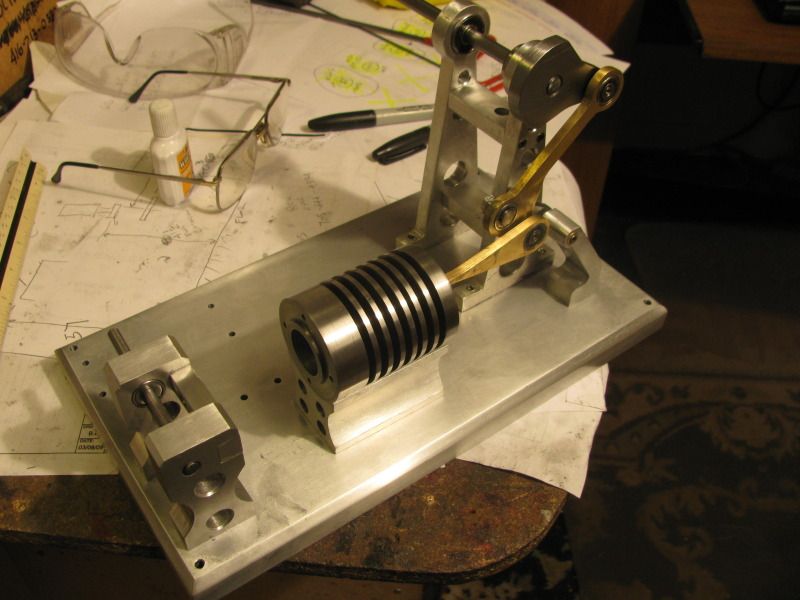
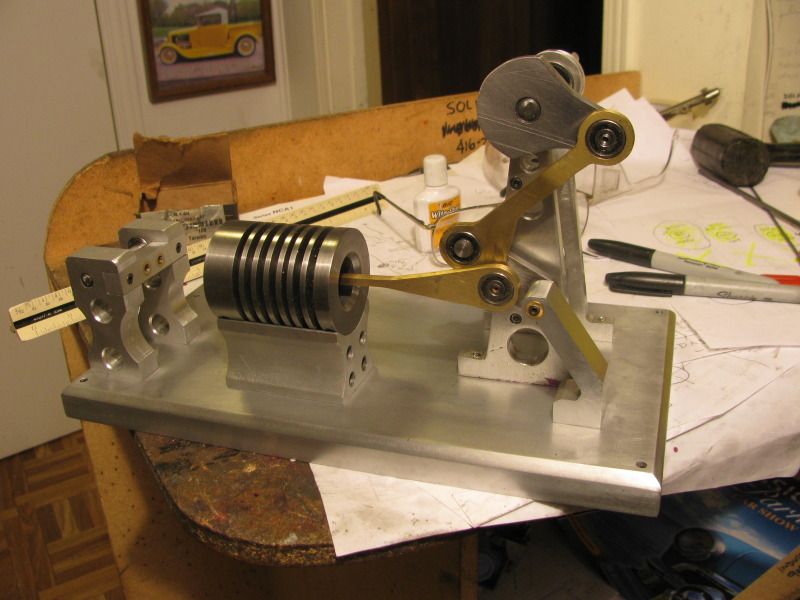
Its always a huge relief to me, when I get all of the major peices assembled on the baseplate and everything rotates as it is supposed to. On one level, I know it will, because it does on the 3D cad model. However, on a strictly "machinist" level, I always hold my breath a bit as the peices go together, even though I'm the one that created the 3D model. Will everything rotate without interferance??--Will the piston stop at both ends of the cylinder where it is supposed to???--Will my sub assemblies be drilled and tapped accurately enough to match up to the baseplate holes without having to resort to "stretched holes"??? I guess we all have that same amount of trepidition when building any peice of complex machinery. Perhaps its something I will outgrow if I stay in this machining hobby long enough, but today I am relieved. When I posted the assembly picture last night, I didn't have either of the #10-24 x 2" shcs that hold the cylinder in place. This morning I drove down street and picked them up, and bolted the cylinder securely to the baseplate. Everything goes "round and round and up and down" just like its supposed to!!!----Brian






")