Hi guys, had a good day in the shop today, door open, sun shining in for a while, birds singing, tea on the go - ahh retirement ;D
Kicked off by taking a look at lapping out the sleeves. All of the laps made over the years save one have been copper and to the same design - more on them when the liner is tackled but they are fully adjustable and can be slacked off within the workpiece.
The odd one - I have no idea what it was made for but it was done in a hurry - looked like this and due to the design is basically 'one way' only
Its a split aluminium lap tapered inside to match the mandrel which is 3/8 MS. The other day whilst rooting in some boxes I found the tapered reamer I'd made at the same time for the laps and I began to wonder if this could be improved to prevent the possibilty of over expanding and galling in the bore particularly on the drawn phos bronze about to be tackled. :idea:.
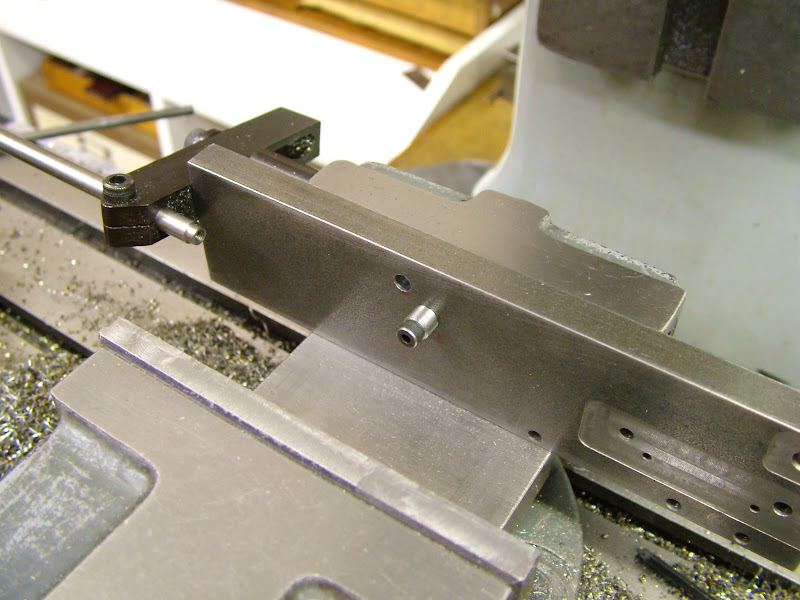
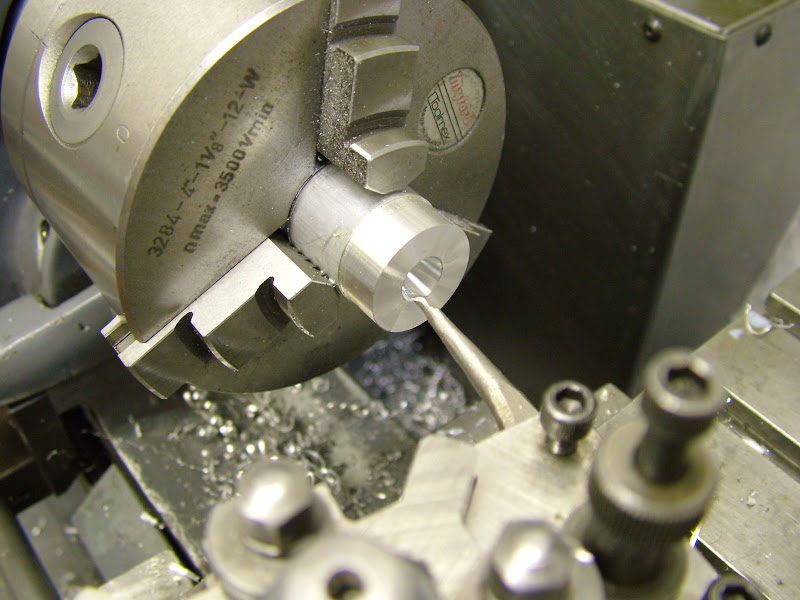
I turned the mandrel down and made a short sliding sleeve that would allow the part to pass over it but would allow the mandrel to be pushed out of the lap by slackening the screw, releasing the collet and applying pressure to the screw with the tailstock. It works great and opens up the possiblities for much easier to make laps that the copper ones made so far and ceratinly eases that fear of jamming the lap in the bore.
Sleeve is bottom left, original lap at top. (The grooves are not for holding paste but for easing the expanding pressure) and two internally tapered blanks for the laps.
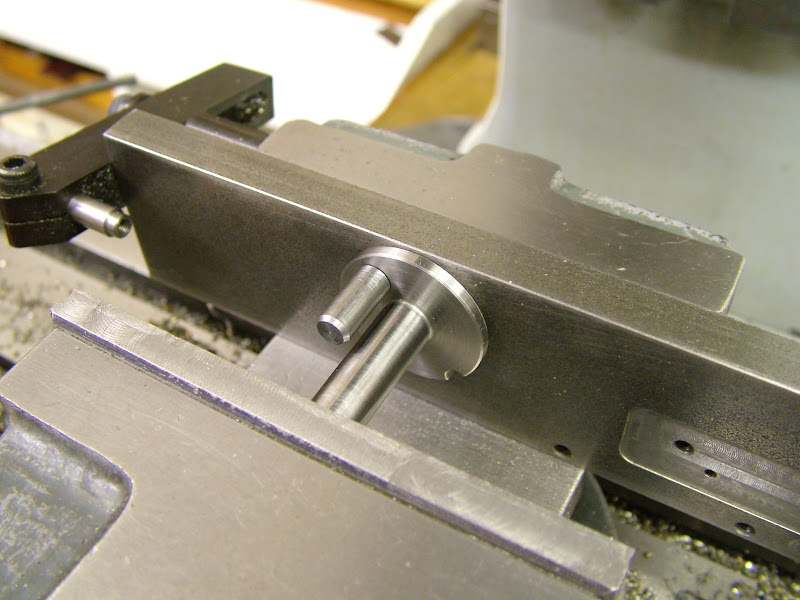
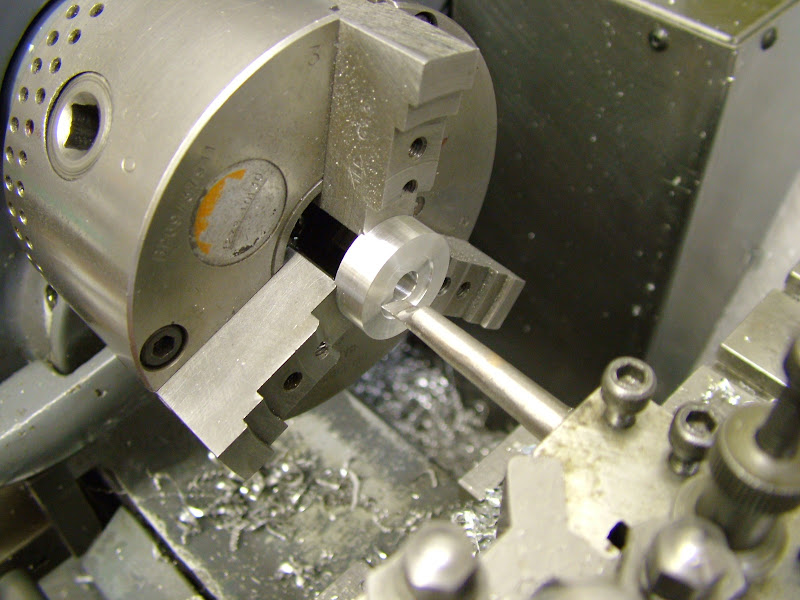
Held on the mandrel the blanks were turned down to with .5mm of their finished size, removed and split on the mill then returned for turning to finished size such that the part would slip easily over the lap. This is the first lap finish turned and ready to use.
600 grit silicon carbide powder mixed with a little oil was used and though grades to 1000 are there to use the finish was more than acceptable and was left as sized.
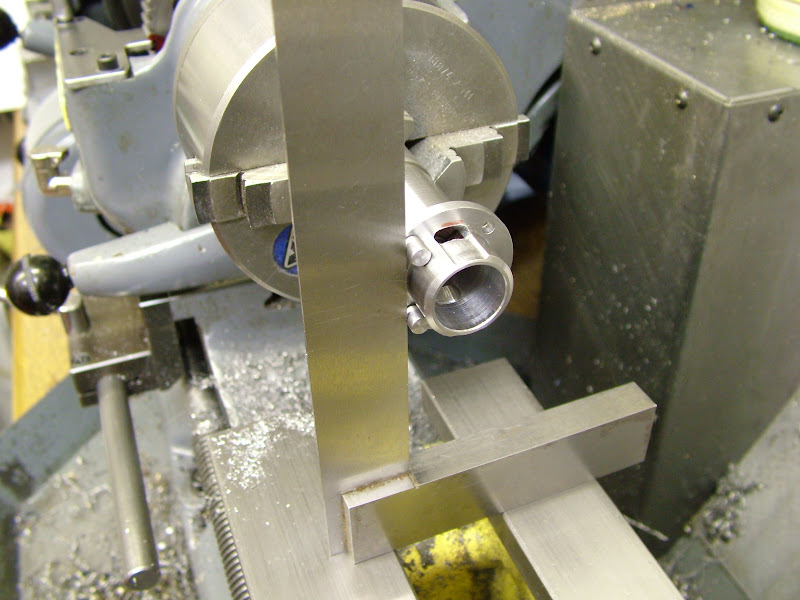
The lap was liberally coated with the paste and, with the lathe still stationary, the part pushed over working it to get the paste evenly distributed. The lap was then tightened until a reasonable resistance was felt, and the lathe started up at about 2-300 rpm ( have no idea of the exact speed as its variable speed). The rear valve sleeves took very little time to bring to size 20 - 30 mins but the main bearings which had .05mm to come off took quite a bit longer
The lap should exhibit a nice uniform matt appearance if working properly
With the shafts lapped and fitted to their bores the prop driver and collet were tackled next.
Prop drivers can be awkward little parts to make particularly if they have a tapered recess to fit a coned shaft or a collet which then requires the OD to be concentric and front knurled face to be axially aligned. If it's not then even a small discrepancy will be magnified at the prop tips. The big problem is that of getting the tapers of driver and collet exactly matched and the best way of achieving this to my mind is
not to alter the topslide once set
I admit to rather 'fussing' around this problem in the past trying to do it all in one hanging and turning the internal taper in reverse through the front face - fiddly indeed - but the following method was adopted on the ETA's where despite reservations it worked extremely well and certainly did so today.
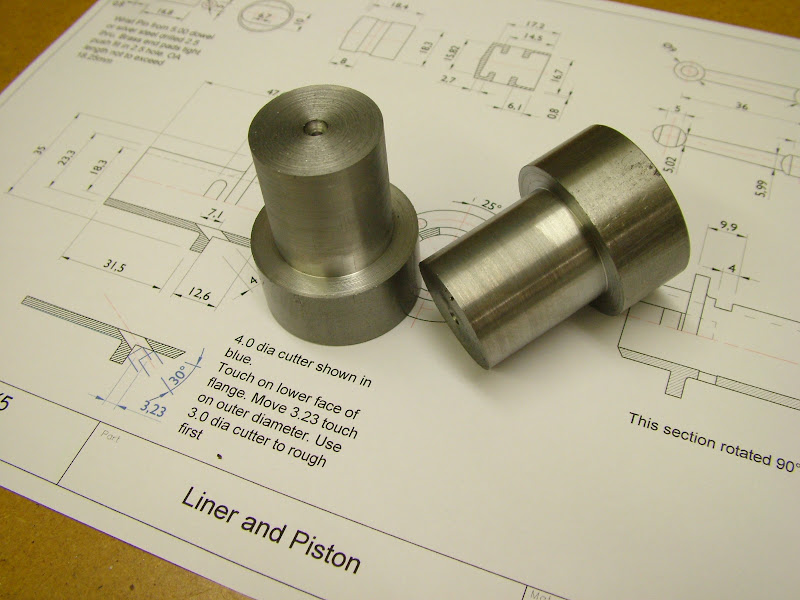
First up was to prepare a blank .5mm over size and which was faced and had the taper cut.
Parted off, it's reversed in the soft jaws and brought to thickness, parallel and the front recess turned. That finished the preparation.
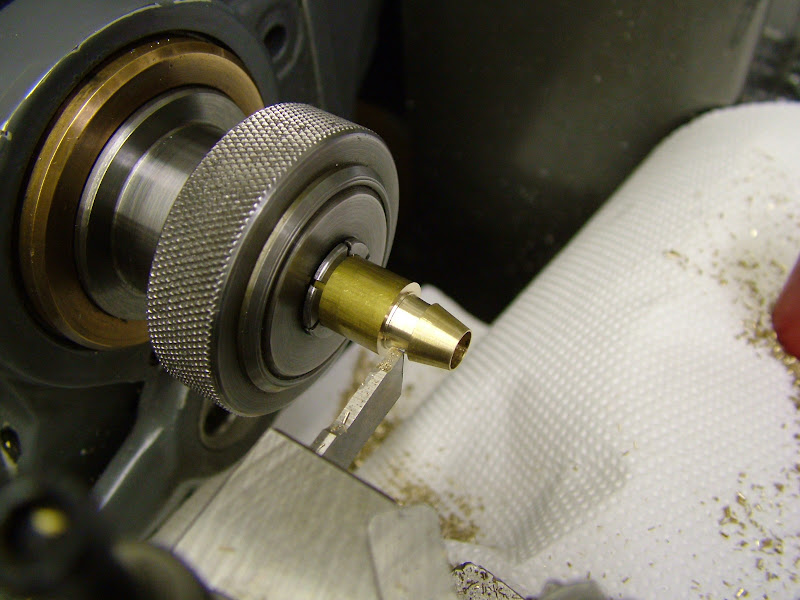
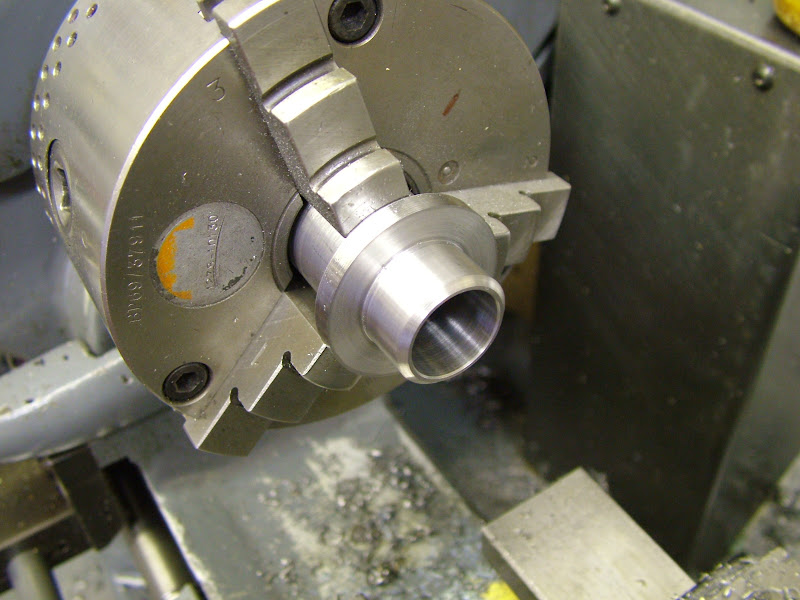
Next up was the collet (it is more practical to do this part first) - made from brass - ali could, and in all probablility would, pick up or gall on the driver making it extremely difficult to remove. The taper was turned using a boring bar with the lathe running in reverse.
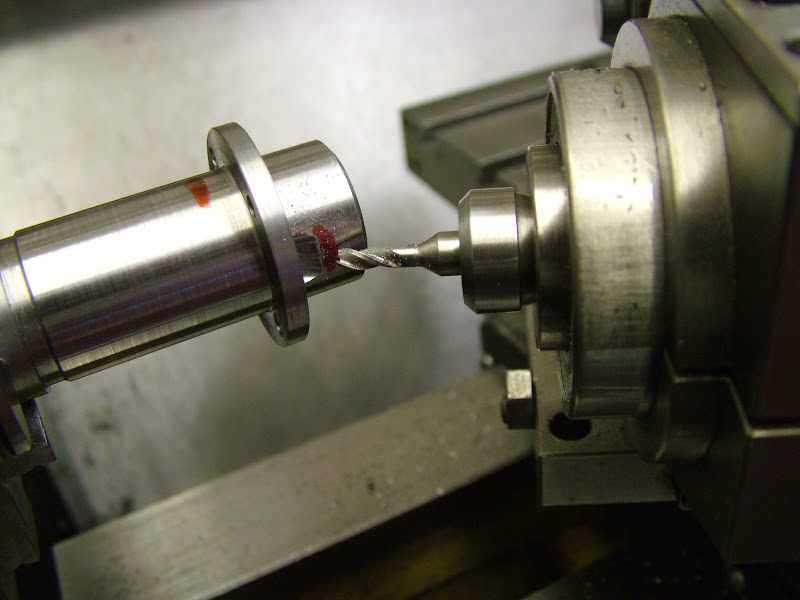
The blank was pushed on the taper and a parting tool brought up to touch the rear face.
With the blank removed the parting tool was brought forward (away from the chuck) .5mm and then plunged in to create a lip (which on assembly will be just inside the taper). The tool was moved back toward the chuck .05 to .1mm beyond it's start point and the collet parted off. This will give the collet once pushed back against the face on the crankshaft a small ridge to apply a lever under for removal and also a .05 to .1mm clearance of the driver to the front housing. - Hope that all makes sense ???
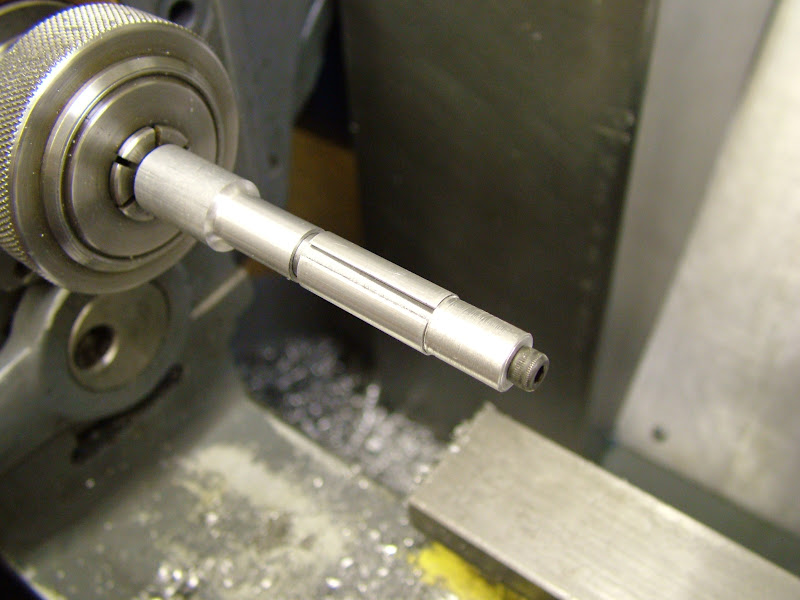
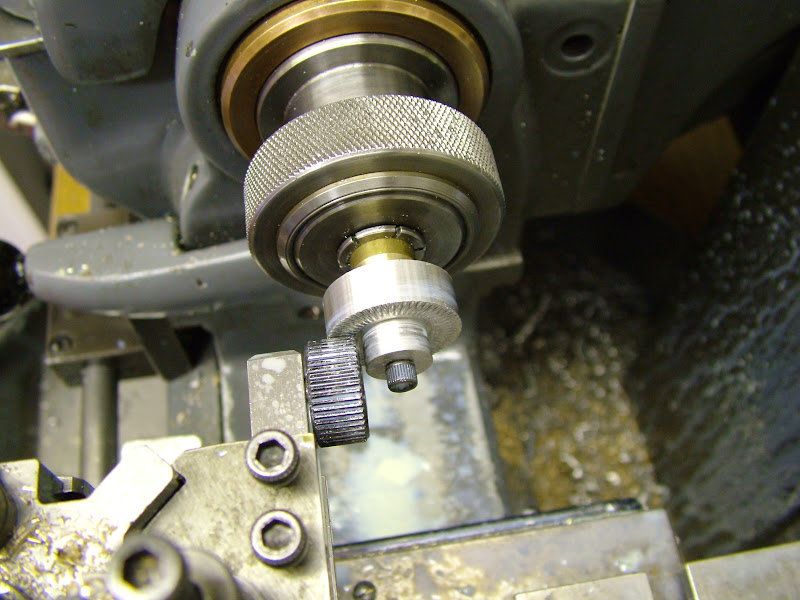
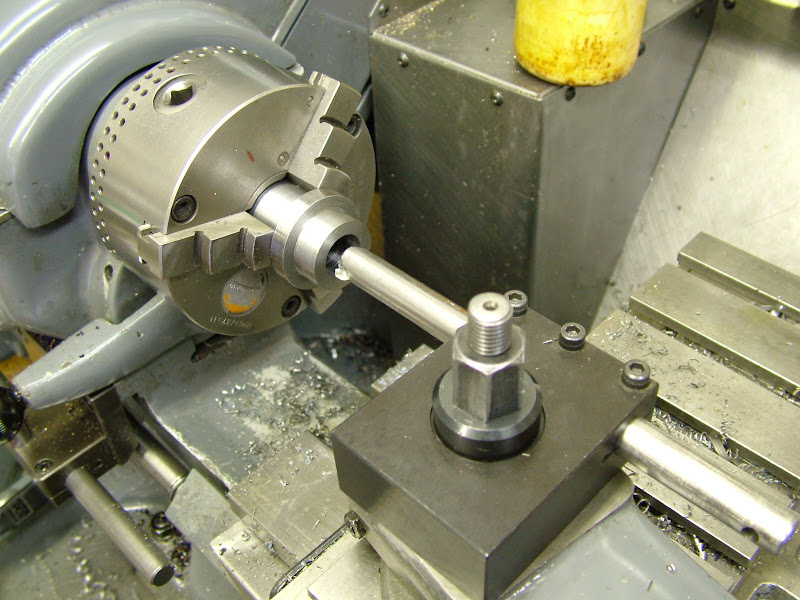
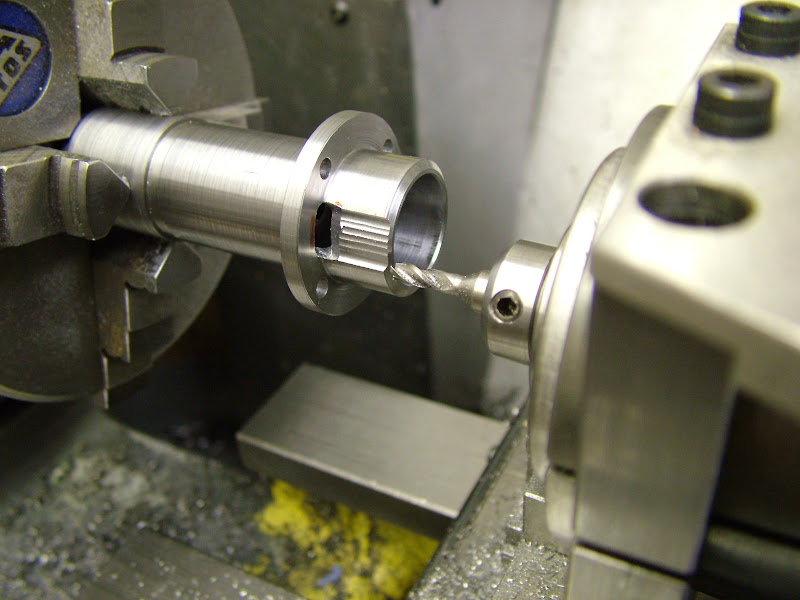
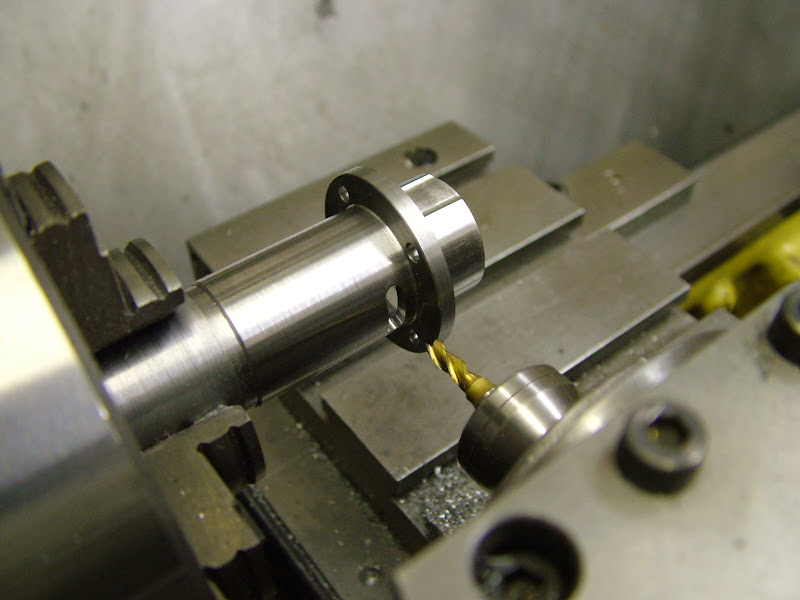
With the collet parted off another taper was turned but this time drilled and tapped 4BA. The prop driver blank was then held on this mandrel for knurling the front of the driver. The knurl is rotating on a dowel and is not captive being restrained in place by the thick washer. The cutting pressure was applied by the topslide leadscrew.
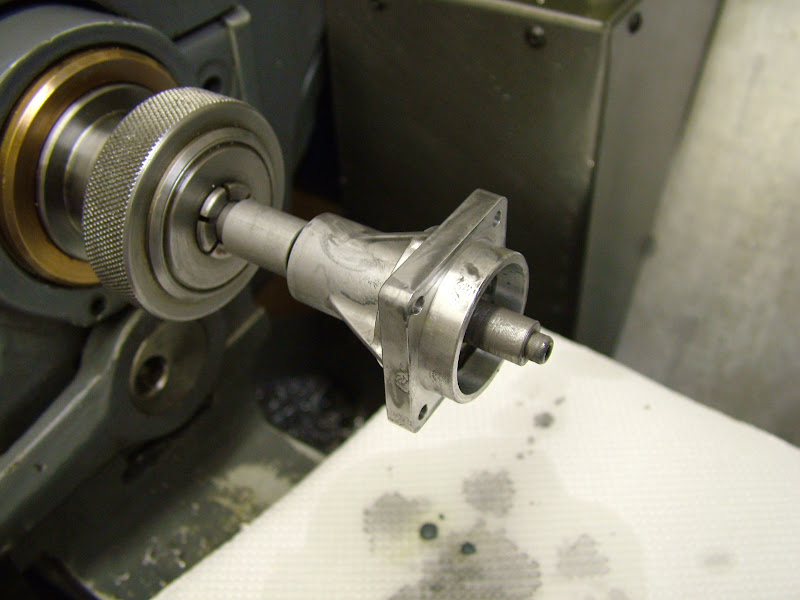
Once this was done the outer diameter and reverse taper was turned and the rough edges of the knurling chamfered. The thick washer was removed, the driver sufficiently tight upon the taper to allow chamfering the inner edge.
I managed to get a start on the spinners tonight too so if theres an opportunity to finish them tomorrow there'll be bit more later - failing that its next week as I'm off for a day out at Duxford Imperial War Museum on Sunday ;D.
Hope I've described these basic ops ok for those who haven't done it before - if in any doubt 'don't hesitate'....
Regards for now - Ramon





 and allen key
and allen key