Hi all,
I've had a bit of a break from the workshop after the trials and tribulations of getting my Jan Ridders Internal Valve Flame Licker running. I decided towards the end of that project to make a 'Poppin' flame licker which is a more conventional design. I decided on that incase I was utterly disappointed and couldn't get the other one working, but now I intend to go through with it, mainly as I am intrigued to see how different they are to make and how differently their running characteristics are. It will also introduce some new machining / modelling techniques that I haven't used before. So I bought enough materials to do two when I had my pessemistic head on, basically so I could make anything twice to get it to work if need be! Now, the plan is to learn from previous experience and carefully make two of everything so I end up with 2 engines! I was going to try to keep this shorter and sweeter than my other build logs as I tend to ramble a bit and it takes twice as long to finish a project! Not sure whether I can do that though - lets find out!
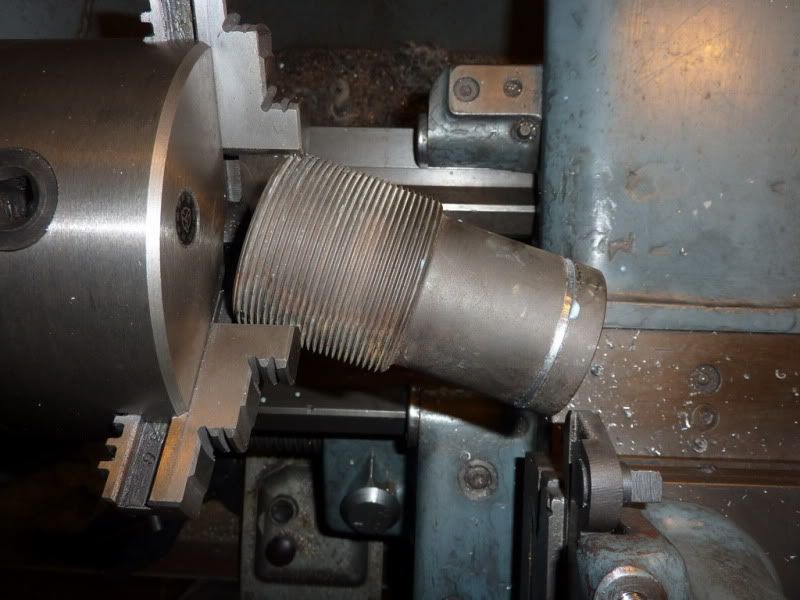
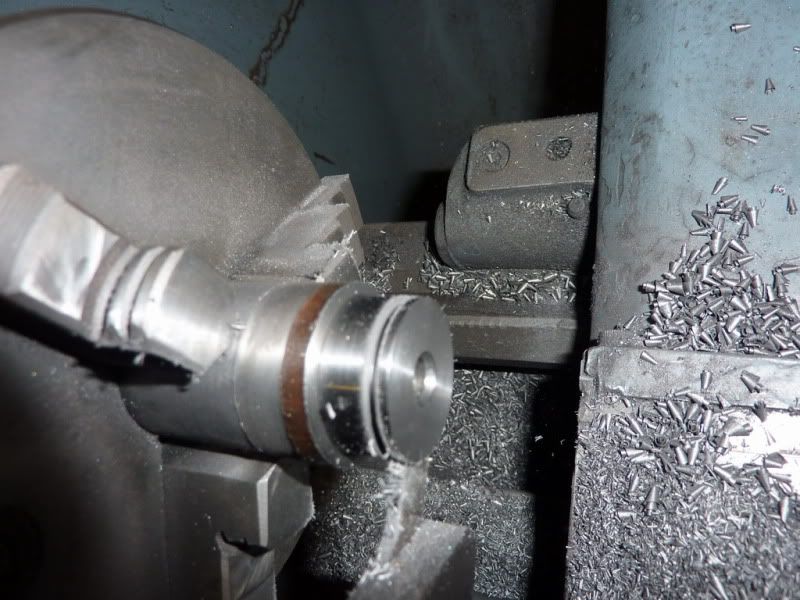
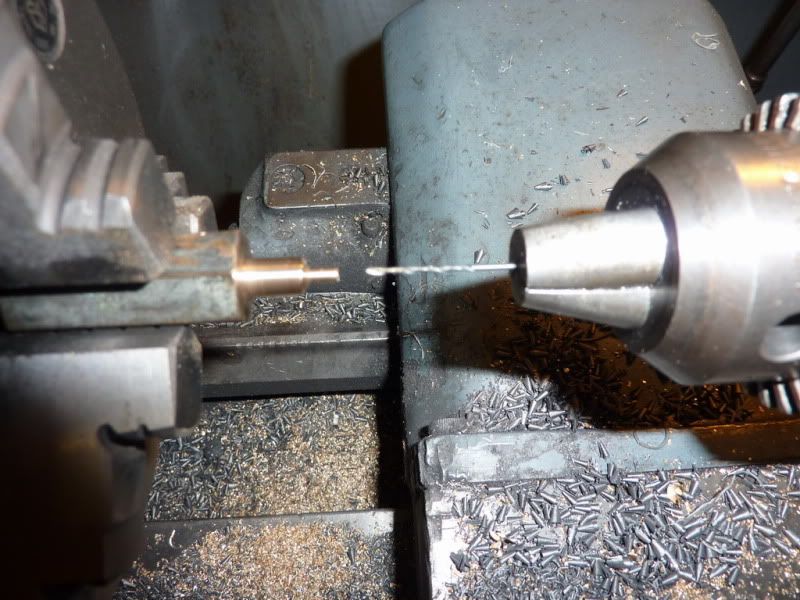
Last night I made a start with the cylinder - no pics at the moment but it's still in the lathe so I'll get a couple of snap shots tonight. If I get things right, it shouldn't take twice as long to make two engines as I should save a bit here and there on set up times. So I'm planning on completing these in a month - knowing me and my past predictions, that could easily stretch to two!
Nick
I've had a bit of a break from the workshop after the trials and tribulations of getting my Jan Ridders Internal Valve Flame Licker running. I decided towards the end of that project to make a 'Poppin' flame licker which is a more conventional design. I decided on that incase I was utterly disappointed and couldn't get the other one working, but now I intend to go through with it, mainly as I am intrigued to see how different they are to make and how differently their running characteristics are. It will also introduce some new machining / modelling techniques that I haven't used before. So I bought enough materials to do two when I had my pessemistic head on, basically so I could make anything twice to get it to work if need be! Now, the plan is to learn from previous experience and carefully make two of everything so I end up with 2 engines! I was going to try to keep this shorter and sweeter than my other build logs as I tend to ramble a bit and it takes twice as long to finish a project! Not sure whether I can do that though - lets find out!
Last night I made a start with the cylinder - no pics at the moment but it's still in the lathe so I'll get a couple of snap shots tonight. If I get things right, it shouldn't take twice as long to make two engines as I should save a bit here and there on set up times. So I'm planning on completing these in a month - knowing me and my past predictions, that could easily stretch to two!
Nick






")