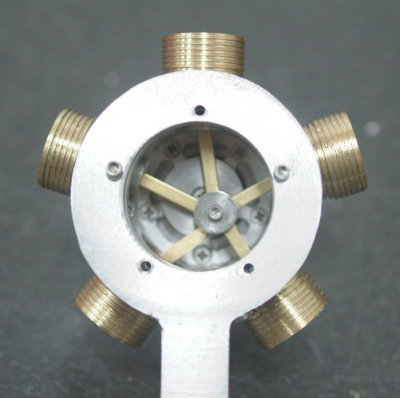
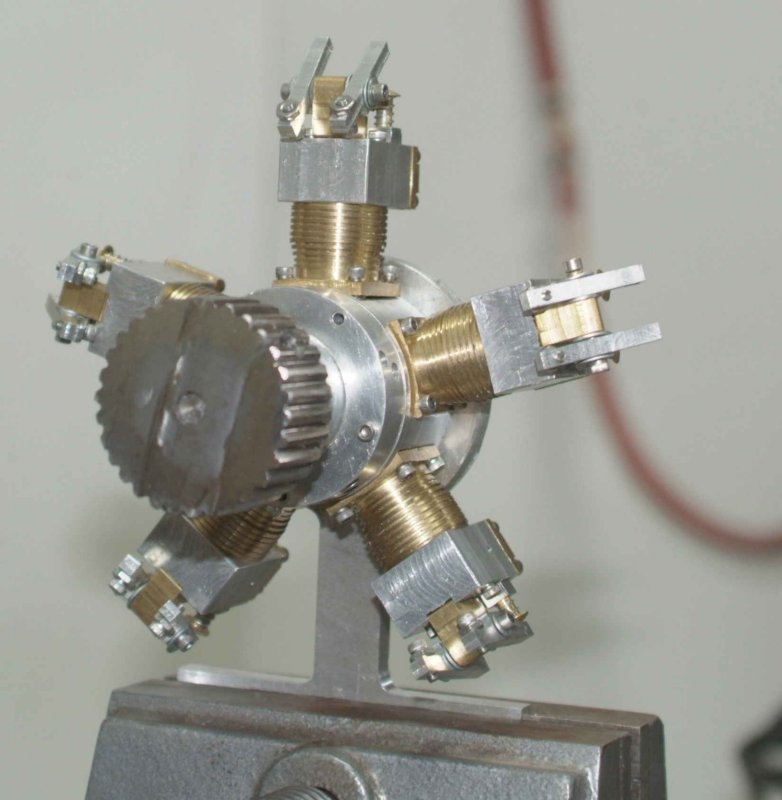
This afternoon I took a short time to attach the pistons to the conrods, and then slide the cylinders over the pistons to attach them to the crankcase:
After a bit of twiddling the engine turns very smoothly with finger pressure,
except if the screw for the crank pin is turned down tight, binding the conrods.
I'm pretty sure I know the reason for this. When I milled the crankcase I left the front edge an extra .01" or so from the center line, intending to have room for adjustment later. Well, the time for adjustment has arrived. There are several options for aligning the conrods:
1) Mill a bit off the front of the crankcase
2) Make the crank disk thicker
3) Make the crank pin longer
I think the one I'll choose eventually is none-of-the-above. The next time I disassemble the engine I will make an insert a thin brass washer between the crank pin and the disk.
I don't think leaving the crank pin screw slightly loose is a good option, as the rotation of the engine will tend to cause the screw to tighten.
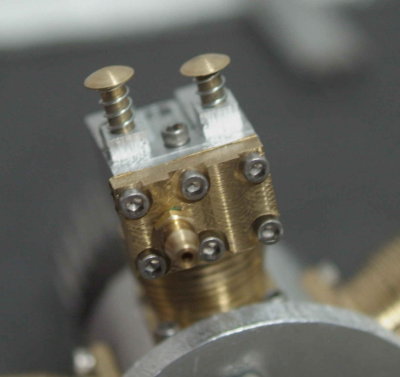
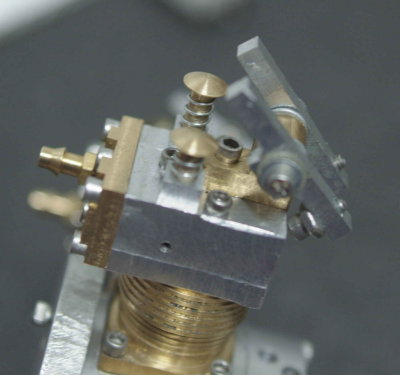
I received a package from Enco today with a supple of 1/4" hose barbs, so I will think about making a manifold to supply air to all 5 cylinders.
I noticed when turning the crank that the pistons expose most of the wrist pins when at their lowest point. It might be a good idea for future builds to make the cylinder spigot slightly longer. That said, the chance of a pin working loose is pretty remote.