mikemott
Well-Known Member
- Joined
- Oct 24, 2014
- Messages
- 53
- Reaction score
- 67
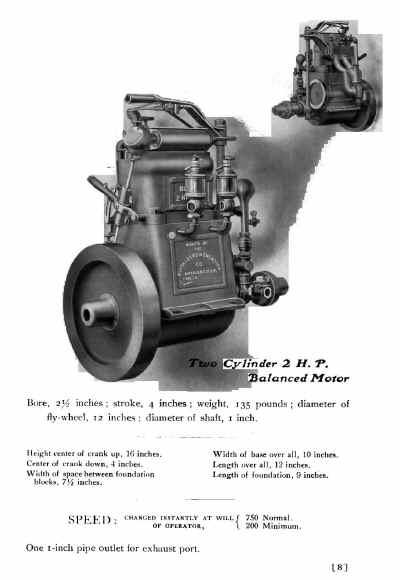
This is the engine that I propose to build the bore is .375 inch and the stroke is .5 inch.
I am in contact with the owner of the boat and engine, and am building the boat also in 1:8th scale, the boat is called Skipjack and is located in the Muskoka region of Canada

Once I get comfortable with how this board works I will be able to organize my posts clearly.
Michael

I am in contact with the owner of the boat and engine, and am building the boat also in 1:8th scale, the boat is called Skipjack and is located in the Muskoka region of Canada
Once I get comfortable with how this board works I will be able to organize my posts clearly.
Michael