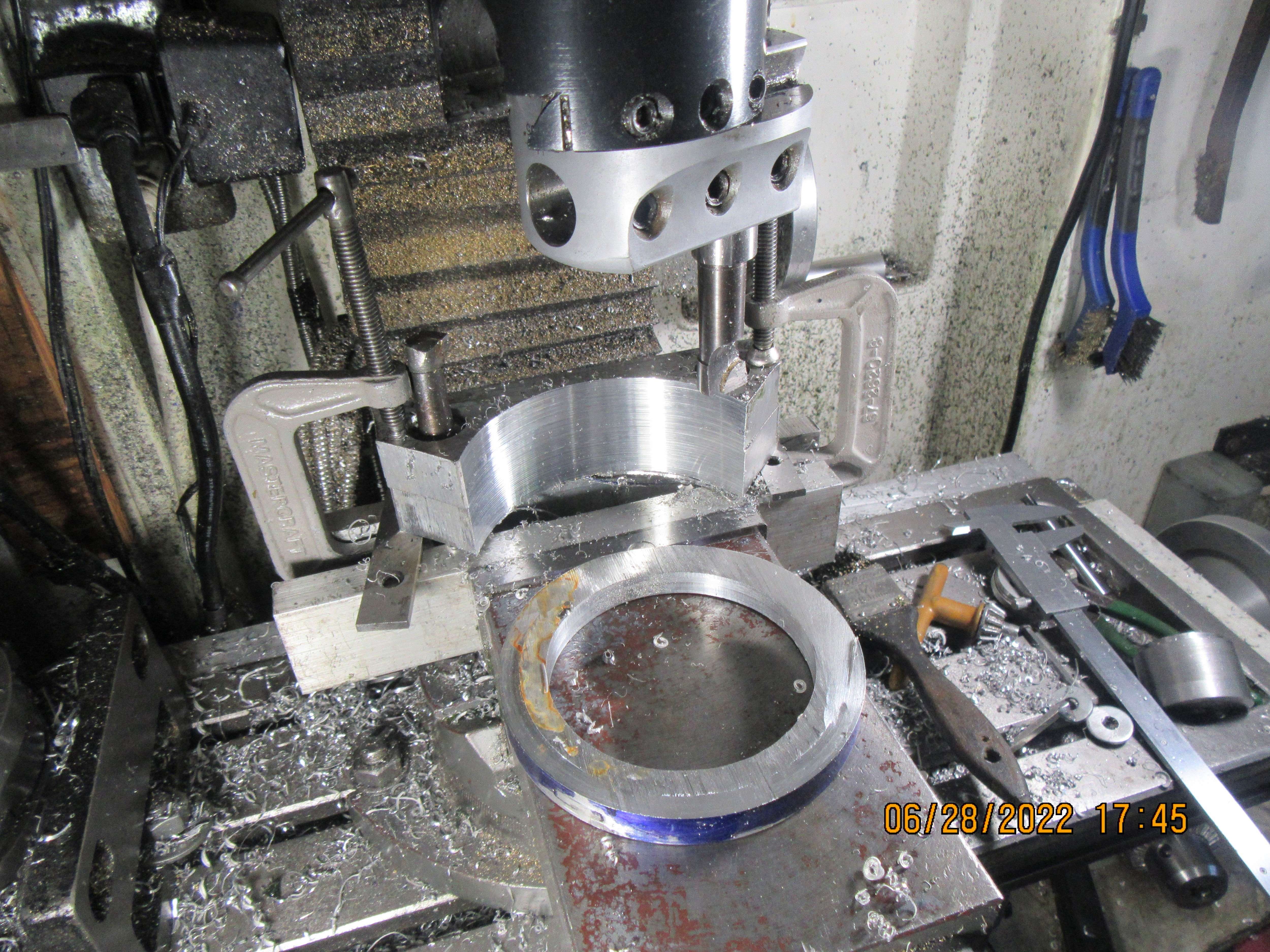
After thinking about it for a bit, I decided to go with a brass flywheel. I could have used mild steel (which I already had) but decided it was worth $25 just to avoid all the bandsawing and shaping involved in making the piece from a 1" mild steel plate. I do love those radiused inside corners.


")