
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Super Tigre G32 1cc diesel - a 5cc version
- Thread starter Ramon
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Keep them comming, just because I'm not saying wonderful work etc after each of your updates does not mean I'm not following along.
One quick question do you mask or blank off the mating surfaces and internals before you blast the cases?
J
One quick question do you mask or blank off the mating surfaces and internals before you blast the cases?
J
- Joined
- Jan 30, 2011
- Messages
- 365
- Reaction score
- 72
Hi guys - good to hear from you. It's not about recieving praise Jason, just that as with the Waller engine when you sit here and take the time to put a lot of pics and text up if theres no feed back it makes one wonder if it's being seen as overdoing things - I'm never quite sure how to re-act - to continue or back off a bit ???.
I confess, the thing I would really like to hear is if anyone is engaged in doing something similar and how they are going about it too. These small engines have always featured prominently throughout my modelling life but making them is a comparatively new ball game so to hear what others do would be most rewarding.
Re the blasting - yes. Usually double layer of masking tape or blanks made from thin ply. I find tapped holes are best sealed with the relevant bolts - my friend Lee whose blaster I have used previously gave me some black putty like substance apparently intended for this pupose but I found it a real pain to clear it out after.
Regards - Ramon
I confess, the thing I would really like to hear is if anyone is engaged in doing something similar and how they are going about it too. These small engines have always featured prominently throughout my modelling life but making them is a comparatively new ball game so to hear what others do would be most rewarding.
Re the blasting - yes. Usually double layer of masking tape or blanks made from thin ply. I find tapped holes are best sealed with the relevant bolts - my friend Lee whose blaster I have used previously gave me some black putty like substance apparently intended for this pupose but I found it a real pain to clear it out after.
Regards - Ramon
dsquire
Well-Known Member
- Joined
- Mar 18, 2008
- Messages
- 980
- Reaction score
- 15
Ramon said:Hi guys - good to hear from you. It's not about recieving praise Jason, just that as with the Waller engine when you sit here and take the time to put a lot of pics and text up if theres no feed back it makes one wonder if it's being seen as overdoing things - I'm never quite sure how to re-act - to continue or back off a bit ???.
Regards - Ramon
Ramon
Just because you don't get a lot of replies doesn't mean that people are not watching. Just look at the header on the first message at the top of every page.
Topic: Super Tigre G32 1cc diesel - a 5cc version (Read 3275 times)
That is a better indicator of how many people are watching. If everyone left a reply and you took the time to read them, you would have no time left to make chips fly. :big: :big:
I have been watching since the start and have watched the way in which you carved those castings out of the solid block. That in itself is a piece of art that will be noticed. Keep up the fine work Ramon, a lot of people will be watching. :bow:
Cheers
")
Don
seagar
Well-Known Member
- Joined
- Apr 3, 2008
- Messages
- 291
- Reaction score
- 5
Hi Ramon.I raced F.A.I. team race during the 1970,s and used ETA & Super Tigre 15s and am now trying to make engines with no trade background,so I am following your posts with great interest and admiration.Thank you for sharing your build with us.
I wish I still had my old engines to take dimentions off but like a lot of us we didn't think to the future and let our personal history go.
Best wishes, Ian.
(seagar)
I wish I still had my old engines to take dimentions off but like a lot of us we didn't think to the future and let our personal history go.
Best wishes, Ian.
(seagar)
lazylathe
Well-Known Member
- Joined
- Aug 27, 2009
- Messages
- 1,285
- Reaction score
- 6
All i can say is WOW again Ramon!!!! ;D
I am still amazed at you last build of the Table Engine!
That one is going to take a while to get over! :bow:
Everything looks perfect!
I am too scared to comment sometimes because i do not know where or what to say!!
Andrew
I am still amazed at you last build of the Table Engine!
That one is going to take a while to get over! :bow:
Everything looks perfect!
I am too scared to comment sometimes because i do not know where or what to say!!
Andrew
- Joined
- Jan 30, 2011
- Messages
- 365
- Reaction score
- 72
Hi guys thanks for responding.
Firstly I appreciate your coments but hasten to say I hope mine won't be construed as some kind of rant or whinge based on some kind of expectation :-[. That was most definitely not my intention - it's just I get a bit worried :
I have indeed noticed the number of visits Don and that is where I find the paradox :-\ If no one says anything I begin to get uneasy that I'm forcing something on people that isn't what is wanted. Truly, I don't wish to be considered in that way however, I do appreciate what you are saying and will keep your thoughts firmly in mind from here on.
Ian, it's good to hear from someone with a similar interest. If I can help in any way just ask. Though I have operated them for many years I don't have a vast knowledge on engines - you T/R boys are the ones for that but if I can I will. My only involvement with T/R was through the very low key 'Mini Goodyear' event (my wife Sue was the pilot) for a few years and a very short foray at that time into vintage. I can't help with the Super Tigre but I do have a set of CAD drawings (currently being updated) for the ETA Mk1 and 2 should you be interested
Not much to report today but to keep 'Steamer' Dave happy here's another one of those simple but extremely useful types of fixture that will no doubt be recycled for something similar in the future......Made from a piece of scrap ally plate (hence the milling cuts) this was bored on the faceplate to hold the front housings for milling the webs. When it was split it closed very slightly - enough to tighten onto the housings - by passing the clamp bolt through a nut in the gap it was very easy to slacken the bolt and use the nut to prise it apart slightly to allow for easy movement
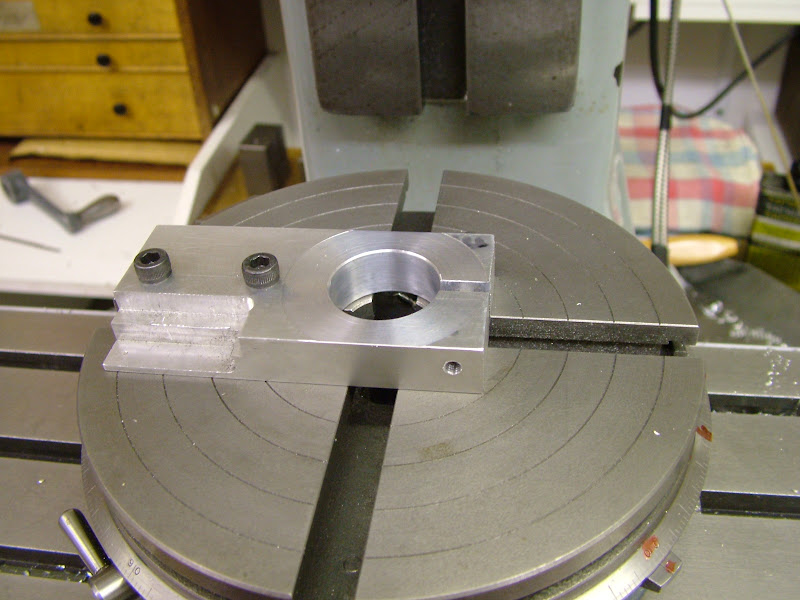
The sides of the webs were defined first by a series of plunge milling cuts (about .5mm at a time) At this stage the rotary table was locked and not used for indexing the part. Indexing was done by slackening the fixture and rotating the part to the next side, squaring it off the back column. By having the table stops set all movements were evenly spaced about the centre.
 .
.
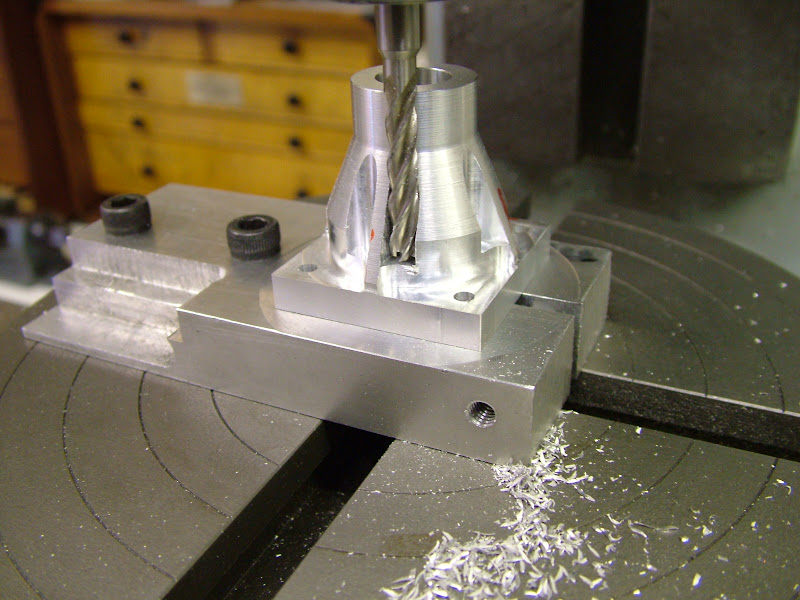
Once all four webs were defined the the remainder was removed by rotary milling - again indexing the part rather than the table. These milling ops were the 'roughing' using a 3/16 cutter - tomorrow it will all get repeated with a 4mm for finishing
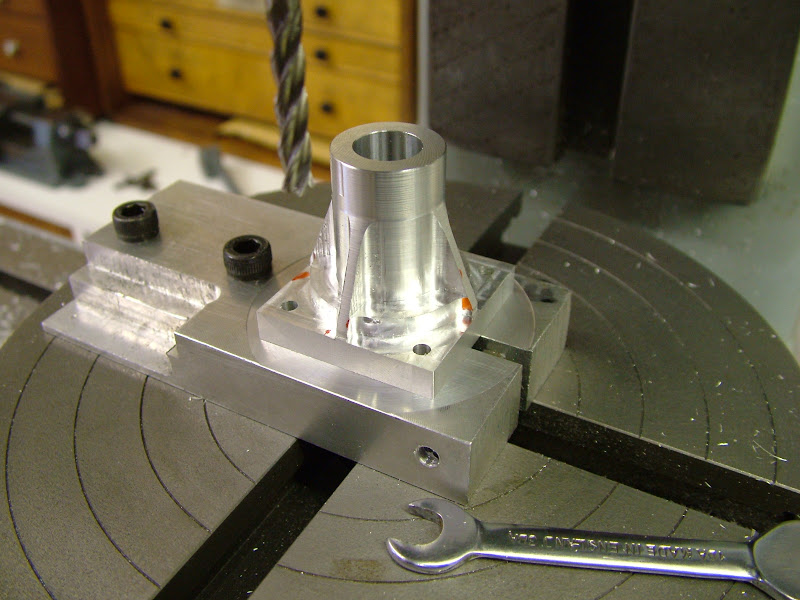
And so far tonight they look like this....

Dave - I know what you mean re making fixtures. I really have to force myself if something like the angled block for the cases needs making - always looking for the easy way around it but sometimes you just have to bite the bullet and get it done. The bummer is, on something like that block, is that it's very unlikely to be used for something else :
Regards for now - Ramon
Firstly I appreciate your coments but hasten to say I hope mine won't be construed as some kind of rant or whinge based on some kind of expectation :-[. That was most definitely not my intention - it's just I get a bit worried :
I have indeed noticed the number of visits Don and that is where I find the paradox :-\ If no one says anything I begin to get uneasy that I'm forcing something on people that isn't what is wanted. Truly, I don't wish to be considered in that way however, I do appreciate what you are saying and will keep your thoughts firmly in mind from here on.
Ian, it's good to hear from someone with a similar interest. If I can help in any way just ask. Though I have operated them for many years I don't have a vast knowledge on engines - you T/R boys are the ones for that
but if I can I will. My only involvement with T/R was through the very low key 'Mini Goodyear' event (my wife Sue was the pilot) for a few years and a very short foray at that time into vintage. I can't help with the Super Tigre but I do have a set of CAD drawings (currently being updated) for the ETA Mk1 and 2 should you be interestedNot much to report today but to keep 'Steamer' Dave happy here's another one of those simple but extremely useful types of fixture that will no doubt be recycled for something similar in the future......Made from a piece of scrap ally plate (hence the milling cuts) this was bored on the faceplate to hold the front housings for milling the webs. When it was split it closed very slightly - enough to tighten onto the housings - by passing the clamp bolt through a nut in the gap it was very easy to slacken the bolt and use the nut to prise it apart slightly to allow for easy movement
The sides of the webs were defined first by a series of plunge milling cuts (about .5mm at a time) At this stage the rotary table was locked and not used for indexing the part. Indexing was done by slackening the fixture and rotating the part to the next side, squaring it off the back column. By having the table stops set all movements were evenly spaced about the centre.
Once all four webs were defined the the remainder was removed by rotary milling - again indexing the part rather than the table. These milling ops were the 'roughing' using a 3/16 cutter - tomorrow it will all get repeated with a 4mm for finishing
And so far tonight they look like this....
Dave - I know what you mean re making fixtures. I really have to force myself if something like the angled block for the cases needs making - always looking for the easy way around it but sometimes you just have to bite the bullet and get it done. The bummer is, on something like that block, is that it's very unlikely to be used for something else :
Regards for now - Ramon
Ramon,
If we didn't read your posts, how come we can pick up your deliberate mistakes. I read and try to understand every word that is written by all contributors to a topic, but it doesn't mean I should automatically add more to a post.
I myself am renowned for waiting to almost or actually to the end of a topic before opening my big mouth and giving due praise.
On some of my old long posts about building an engine, I used to have to asked people not to post too much, as otherwise rather than say ten pages, it would have ended up at least double that, most of it containing irrelevant information.
You just carry on doing what you are doing, we are not ignoring you and you aren't boring us either. We are sitting here gobsmacked at what you are doing.
John
Thesaurus for gobsmacked:
speechless astonished blown away dumbfounded shocked stunned surprised
These milling ops were the 'roughing' using a 3/16 cutter - tomorrow it will all get repeated with a 4mm for finishing
If we didn't read your posts, how come we can pick up your deliberate mistakes. I read and try to understand every word that is written by all contributors to a topic, but it doesn't mean I should automatically add more to a post.
I myself am renowned for waiting to almost or actually to the end of a topic before opening my big mouth and giving due praise.
On some of my old long posts about building an engine, I used to have to asked people not to post too much, as otherwise rather than say ten pages, it would have ended up at least double that, most of it containing irrelevant information.
You just carry on doing what you are doing, we are not ignoring you and you aren't boring us either. We are sitting here gobsmacked at what you are doing.
John
Thesaurus for gobsmacked:
speechless astonished blown away dumbfounded shocked stunned surprised
I don't see a mistake, Ramon uses the stiffer 3/16" cutter to hog out most of the waste and then the 4mm for the final light cuts and also to get the internal radii that he wants. Or am I missing something?
J
J
- Joined
- Jan 30, 2011
- Messages
- 365
- Reaction score
- 72
Thanks for the kind comments guys and particularly your thoughts John. I am beginning (slowly - too slowly I guess :) to see the way of things on here but I take note of what you say so will heed the counsel
I try my best not to make mistakes (in a post) but know I do and typically never see them until it's too late :-[ but that's only human I guess.
In this instance however Jason has gauged my thinking correctly, I have used the larger cutter for roughing not wishing to risk the newly purchased(Ebay - 7 quid!) 4mm LS EM in this instance. Strange but I simply didn't see the 'reverse situation' until you pointed it out John.
Usually when milling a pocket or cavity of some kind I would set the stops just a couple of thou under for the finishing size cutter - usually 6mm, sometimes 4mm and then rough out using a 5mm or 3 before finishing with the correct cutter, loosening the stops at the last moment and taking it to size on the DRO readings.
Well, having had the usual excursion to the local market - even shed dwellers have to eat - and with the wife off to visit the enemy, errr - mother in law, theres only one place to be. Time to break out that new cutter then
Thanks again, back soon - Ramon
) to see the way of things on here but I take note of what you say so will heed the counsel I try my best not to make mistakes (in a post) but know I do and typically never see them until it's too late :-[ but that's only human I guess.
In this instance however Jason has gauged my thinking correctly, I have used the larger cutter for roughing not wishing to risk the newly purchased(Ebay - 7 quid!) 4mm LS EM in this instance. Strange but I simply didn't see the 'reverse situation' until you pointed it out John.
Usually when milling a pocket or cavity of some kind I would set the stops just a couple of thou under for the finishing size cutter - usually 6mm, sometimes 4mm and then rough out using a 5mm or 3 before finishing with the correct cutter, loosening the stops at the last moment and taking it to size on the DRO readings.
Well, having had the usual excursion to the local market - even shed dwellers have to eat - and with the wife off to visit the enemy, errr - mother in law, theres only one place to be. Time to break out that new cutter then
Thanks again, back soon - Ramon
seagar
Well-Known Member
- Joined
- Apr 3, 2008
- Messages
- 291
- Reaction score
- 5
Hi Ramon,yes I would be VERY interested in drawings for an ETA.The 1st engine I raced was a well worn ETA but It gave me my 1st win in rat race.
Could you please tell me how much and how you would like to be paid.
My email address is in my profile for your reply.
Thank you for your generous offer,regards Ian
Could you please tell me how much and how you would like to be paid.
My email address is in my profile for your reply.
Thank you for your generous offer,regards Ian
Jason & Ramon,
I was actually nit picking and also raising a point that I do read and understand most of what is written in a post.
The reason I did raise the point of the going to a smaller diameter from a larger one is to do mainly with surface finishes.
3/16" to 5mm means that throughout the cleaning up process, the cutter is getting the same chip load, whereas going smaller means that the cutter will be having varying chip loadings, especially when cutting into corners, that is when you start to get changes in surface finishes, usually resulting in more handwork to clean it up.
I often use a combination of imperial and metric cutters, purely because you can get very close to each other, then coming to correct size with the final sized cutter. So for roughing out, 3/16" (approx 4.8mm), then finishing off with a 5mm cutter, only taking off 0.2mm (0.008") for final skim.
John
I was actually nit picking and also raising a point that I do read and understand most of what is written in a post.
The reason I did raise the point of the going to a smaller diameter from a larger one is to do mainly with surface finishes.
3/16" to 5mm means that throughout the cleaning up process, the cutter is getting the same chip load, whereas going smaller means that the cutter will be having varying chip loadings, especially when cutting into corners, that is when you start to get changes in surface finishes, usually resulting in more handwork to clean it up.
I often use a combination of imperial and metric cutters, purely because you can get very close to each other, then coming to correct size with the final sized cutter. So for roughing out, 3/16" (approx 4.8mm), then finishing off with a 5mm cutter, only taking off 0.2mm (0.008") for final skim.
John
Bogstandard said:So for roughing out, 3/16" (approx 4.8mm), then finishing off with a 5mm cutter, only taking off 0.2mm (0.008") for final skim.
Won't that take off 0.1mm eg half the difference
J
I make mistakes as well Jason.
None of us are immune to it, and I am sure, even yourself.
Unless of course you can walk on water as well.
John
None of us are immune to it, and I am sure, even yourself.
Unless of course you can walk on water as well.
John
- Joined
- Jan 30, 2011
- Messages
- 365
- Reaction score
- 72
Now Now guy's, no scrapping on my watch please
John, In all my years of milling I haven't heard that analogy before - no, I'm not disputing it, I can see the logic, just never come across it till now.
As said the reason for using the 4.8 cutter before the 4 was to preserve that nice new 4 for the finishing. Had I had another 4 I would have used that first leaving about .5mm to come off in .1mm cuts. (No, I haven't broken that 'one toothed' cutter used for the case but I have mislaid it - cant find it anyware, those bloody workshop gremlins are at it again).
I'm certain you are aware but the one thing with using long series end millls in corners like this is that they have a tendency to pull themselves into the work down their length obviously flexing more at the bottom. This was the reason I used plunge cuts for most part and only cutting in sideways at the very last. I only managed to finish mill one part yesterday and was surprised to find despite doing the above that the 4.8 had done just that and pulled into the webs. Fortunately there was, literally, just sufficient for them to clean up with the 4mm. (we need a smiley for 'Phew')
Hopefully I'll get onto the second one today - perhaps back a bit later then.
Ian - you are more than welcome to the drawings - I certainly do not wish to make money out of them. Did you realise however that they are for my scaled up 5cc version and not the original. Currently they are being updated to include the Mk3 and Elite versions which I hope to make at some stage though heaven knows when that will be :
Regards - Ramon
John, In all my years of milling I haven't heard that analogy before - no, I'm not disputing it, I can see the logic, just never come across it till now.
As said the reason for using the 4.8 cutter before the 4 was to preserve that nice new 4 for the finishing. Had I had another 4 I would have used that first leaving about .5mm to come off in .1mm cuts. (No, I haven't broken that 'one toothed' cutter used for the case but I have mislaid it - cant find it anyware, those bloody workshop gremlins are at it again).
I'm certain you are aware but the one thing with using long series end millls in corners like this is that they have a tendency to pull themselves into the work down their length obviously flexing more at the bottom. This was the reason I used plunge cuts for most part and only cutting in sideways at the very last. I only managed to finish mill one part yesterday and was surprised to find despite doing the above that the 4.8 had done just that and pulled into the webs. Fortunately there was, literally, just sufficient for them to clean up with the 4mm. (we need a smiley for 'Phew')
Hopefully I'll get onto the second one today - perhaps back a bit later then.
Ian - you are more than welcome to the drawings - I certainly do not wish to make money out of them. Did you realise however that they are for my scaled up 5cc version and not the original. Currently they are being updated to include the Mk3 and Elite versions which I hope to make at some stage though heaven knows when that will be :
Regards - Ramon
Ramon,
I was trying a bit of light humour, not chastising our young Jason.
It was just the way I was brought up with using the mill, the more constant you can keep the chip load, usually the better the finish and closer tolerances.
Everyone has their own way of doing things, that was the way my mentor taught me how to do it, maybe yours didn't think to tell you or even know about it. I use exactly the same method for when doing slots and pockets, set up for using the larger cutter then use the slightly smaller one first, then follow up with the larger correct size using the same settings.
John
I was trying a bit of light humour, not chastising our young Jason.
It was just the way I was brought up with using the mill, the more constant you can keep the chip load, usually the better the finish and closer tolerances.
Everyone has their own way of doing things, that was the way my mentor taught me how to do it, maybe yours didn't think to tell you or even know about it. I use exactly the same method for when doing slots and pockets, set up for using the larger cutter then use the slightly smaller one first, then follow up with the larger correct size using the same settings.
John
Similar threads
- Replies
- 18
- Views
- 8K
- Replies
- 3
- Views
- 3K
- Replies
- 172
- Views
- 81K