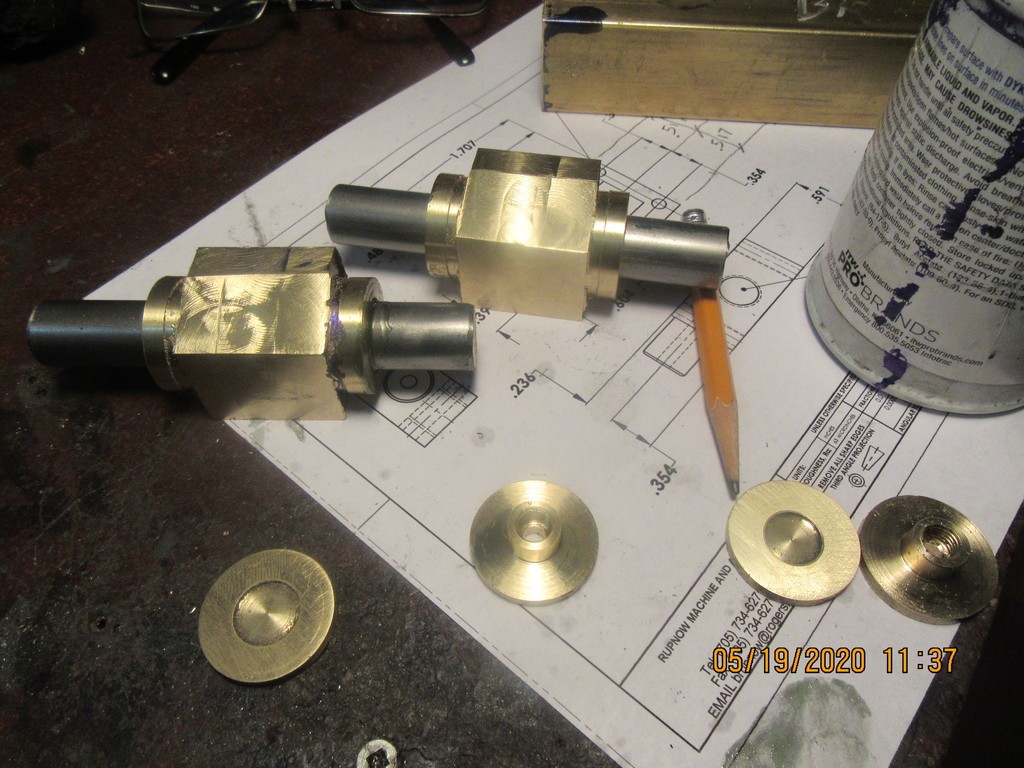
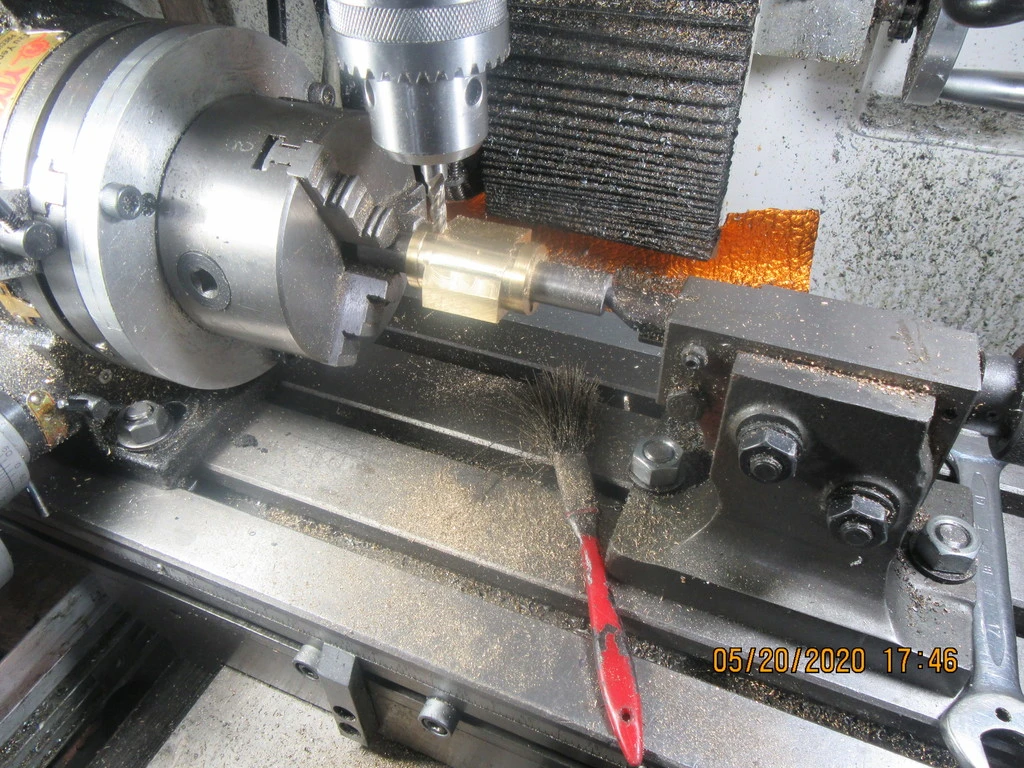
Now---If I've done this right, there should be two identical cylinders in there. It is set up so that each cylinder, when sawed from the square stock should be the right diameter and have a 1" long "spigot" attached to one end of each cylinder, to mount it in the three jaw chuck for boring. After the cylinder has been bored, the 1" stub length will be cut off and turned to give me four cylinder end caps.




")