




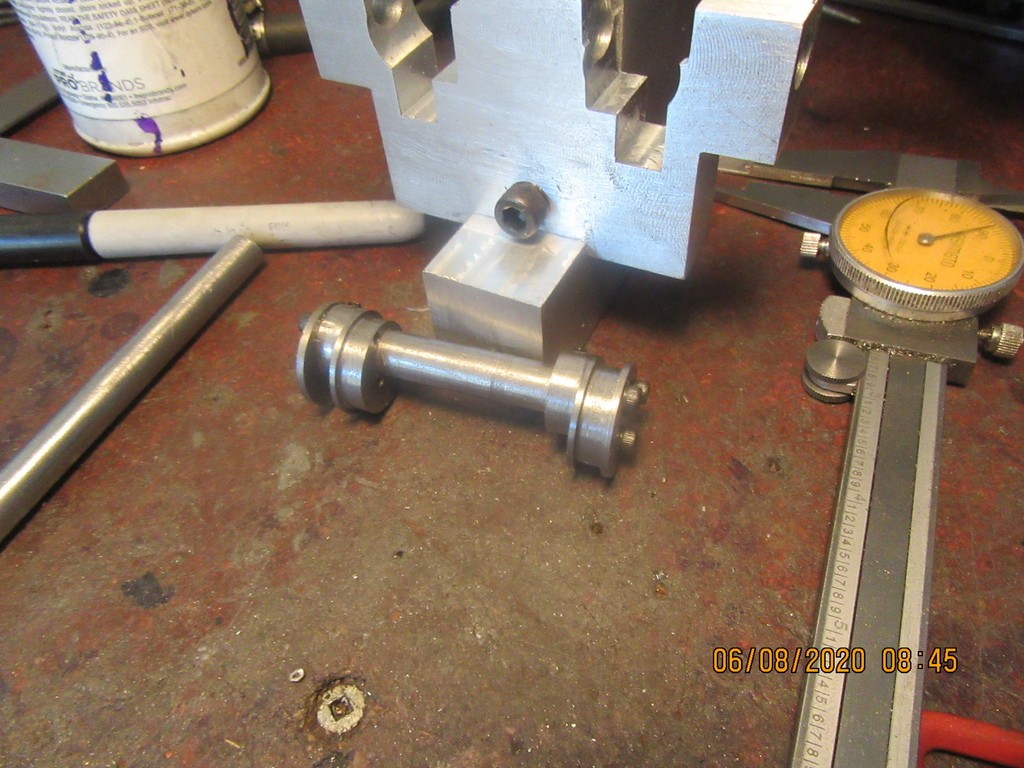
This morning I got up and made the eccentric strap retaining plates (for the second time) and bolted them to the eccentrics. All looks good---I am going to turn a few thou off the heads of the #4 shcs to clear the shaft better (they are mounted to a dummy shaft in the picture).I'm not certain that it shows in the picture, but there is a #5 set screw in the hub area of each eccentric, which fixes them to the shaft.











")