Goodie...everybody's out of the house...time for the piston.
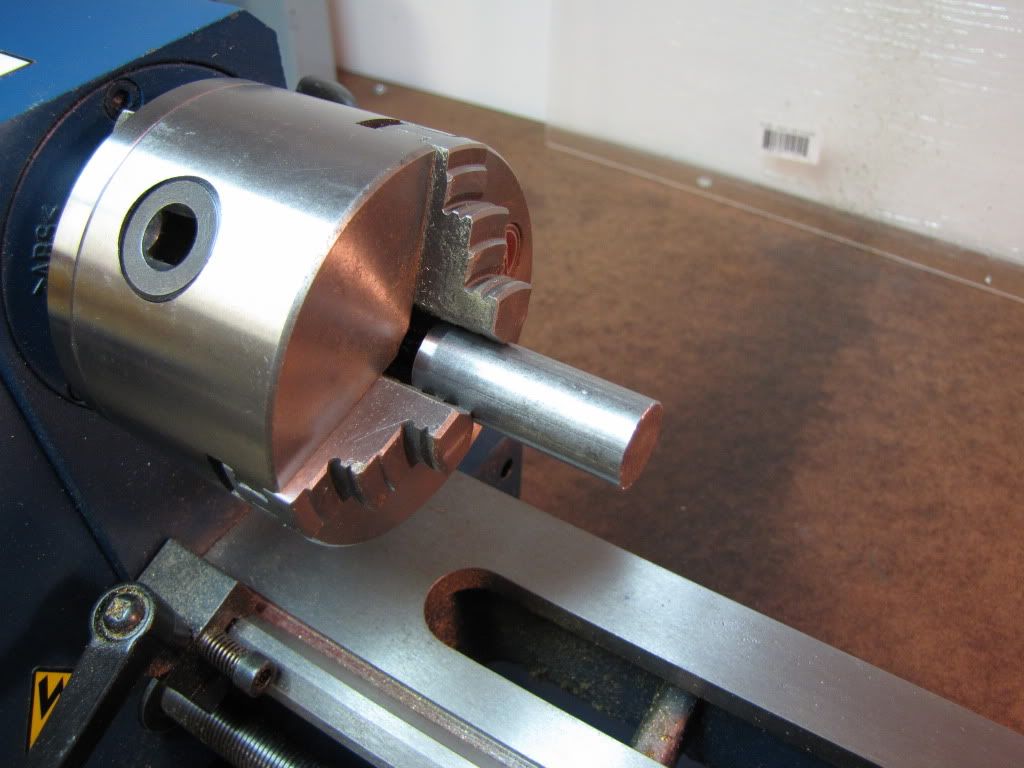
Chucked and ready...
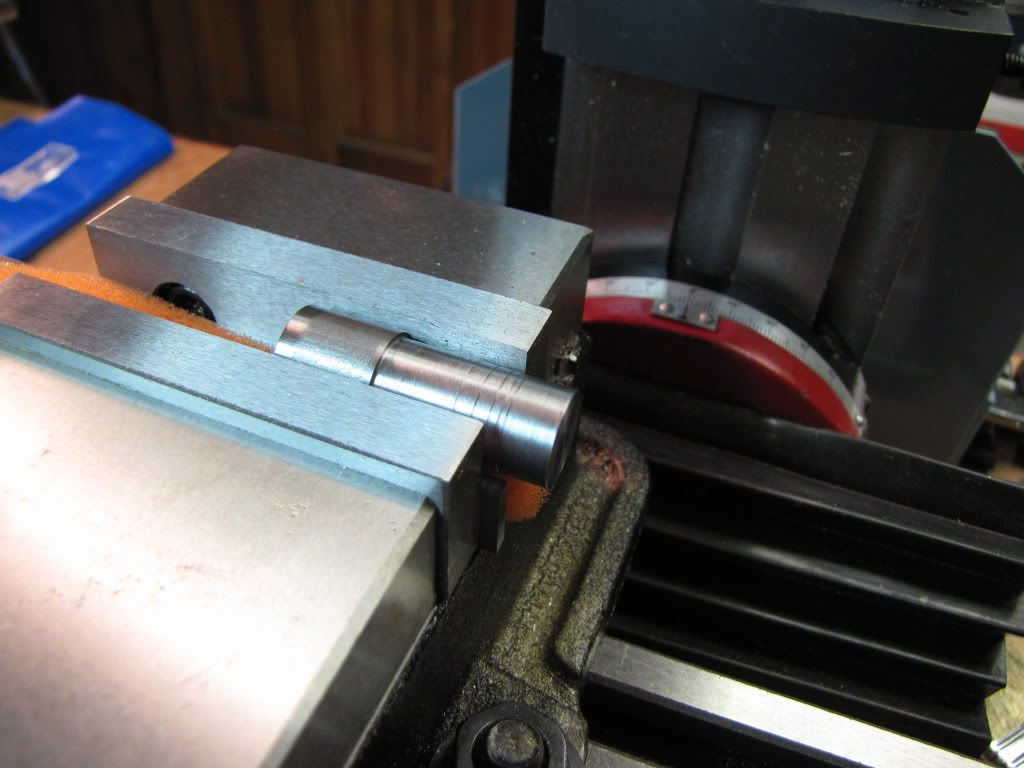
Faced and turned to size. Rats. Two rats. Very carefully snuck up on the size...barely taking anything off...trial fitting the cylinder between cuts. Oops. 1st rat. Slips right on. Hadn't expected that. .005 at a time...why did that round seem to cut so much more off? Was careful to take out backlash...besides...should have been gone at this point anyway. Oh well...nice fit. Maybe I'm lucky. 2nd rat. See that bump about 1/2" in or more? Well don't really care about that...there's a smaller one about 1/4" in. I do care about that.
Well if it's bad it's bad. Continue on. Need the practice with the next several steps anyway.
3 grooves. Used my threading tool. It's a very small touch.
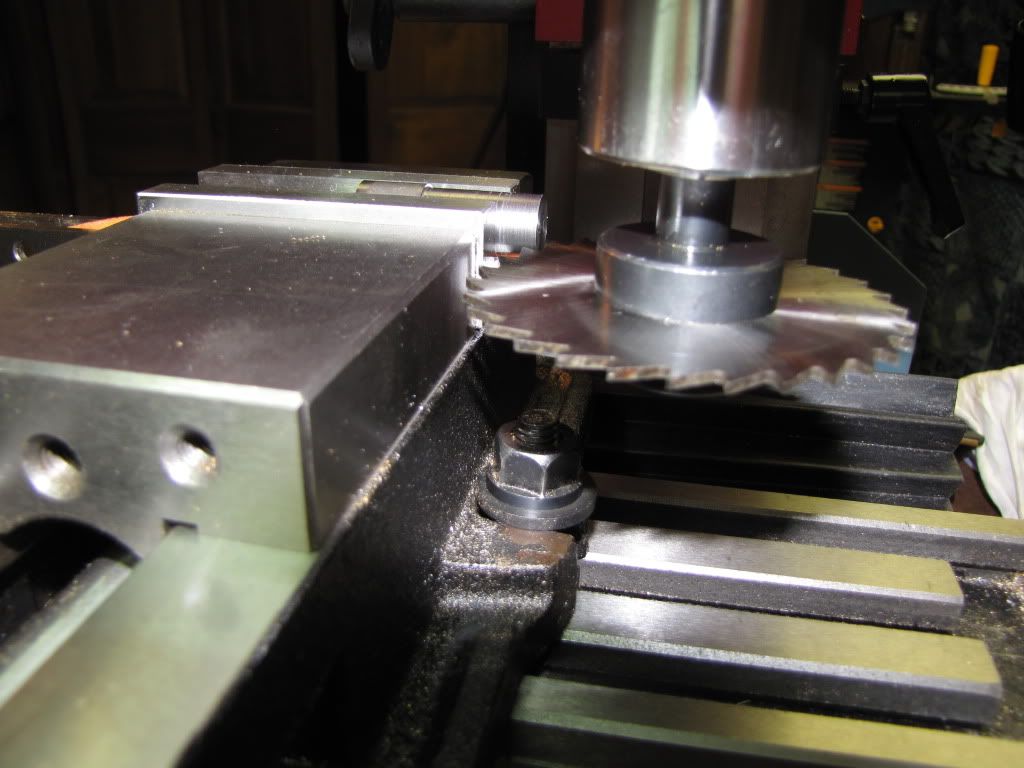
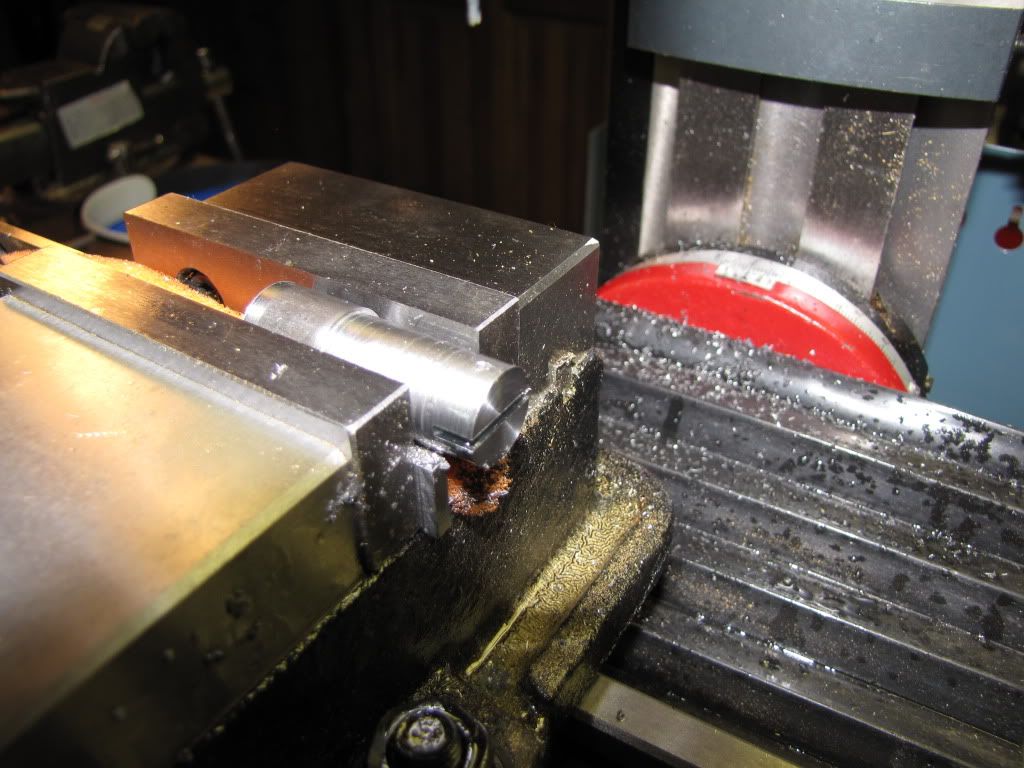
Now for the slitting saw...here's the set up...
Now too happy. Seems to be hanging out there. But that's what the instructions say. There's two parallels under the part with my bit of halloween foam in between.
Lined up the slitting saw. Used paper on top of part and brought the saw down. Kept moving the paper until the saw held it. I wasn't about to turn on the saw.
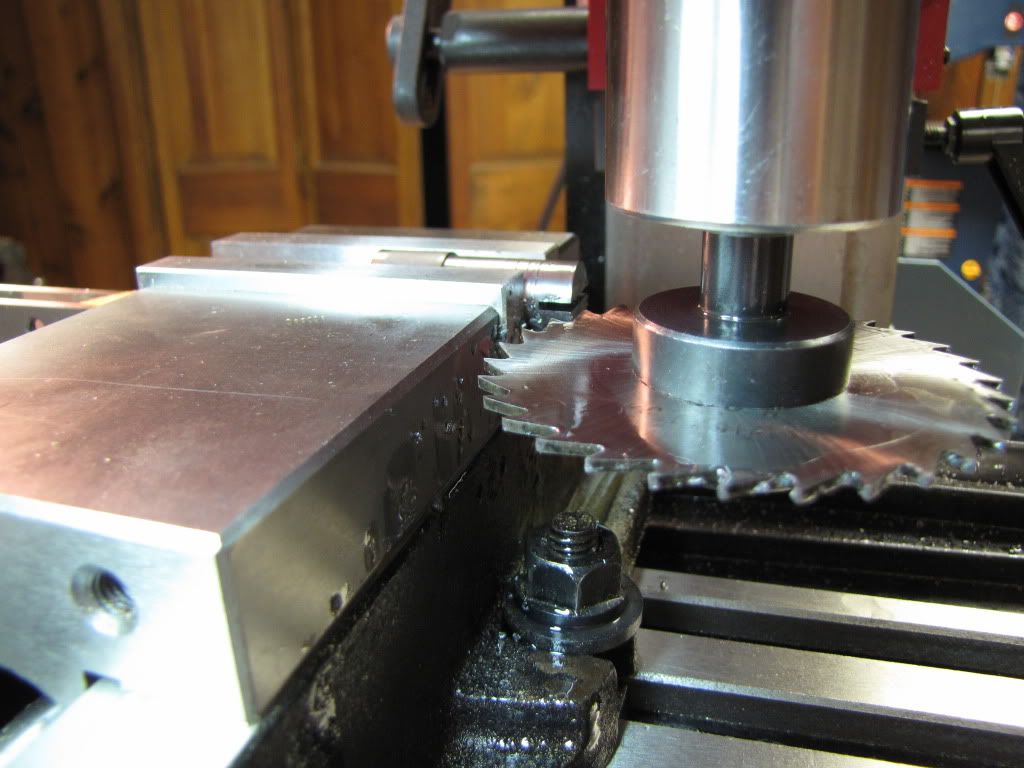
Took small cuts at slow speed (instructions weren't too clear). 1st time using a slitting saw. Very scary. Hey...seems pretty good.
Now to drill/ream the hole for the pin that will hold the connecting rod.
Disaster.
Broke the drill bit. It sure didn't take much pressure. Or maybe I don't know what much pressure is.
Done for the evening. I'll start the do-over this weekend.
I could maybe salvage this...drill from the other side far enough into the bad side then cut the pin shorter. Nah. I have no idea how far the broken drill bit went.
Let's see if anyone has ideas on how to remove a drill bit. The material I'm drilling is 1018 CRS.
Can't get too upset when I find an excuse for a vodka martini.





")