More shop time making little fiddly parts the past few days.
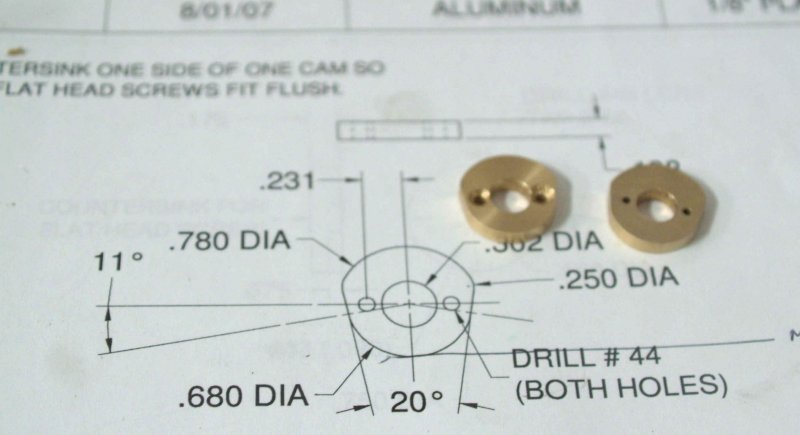
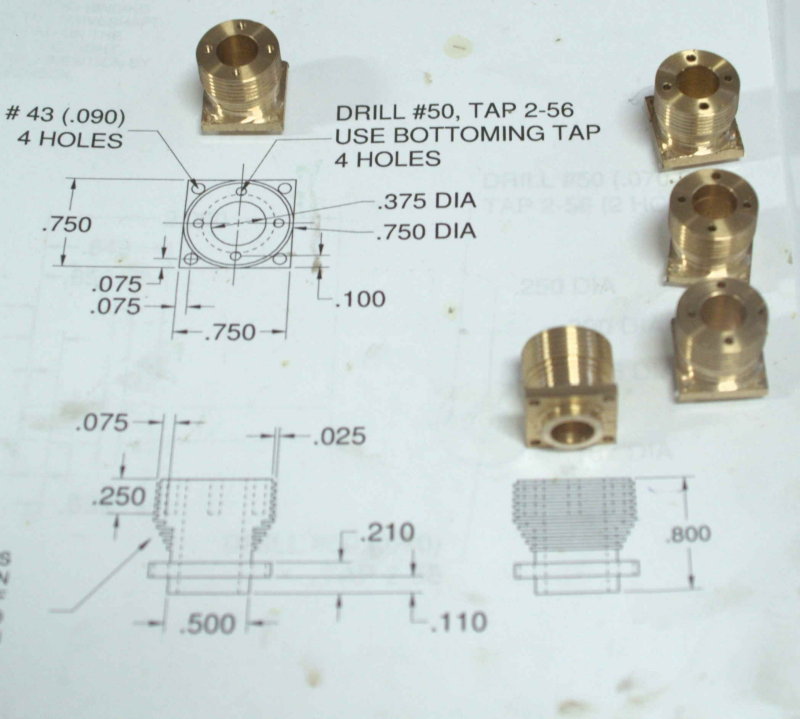
Since I obtained my O/U reamers, I reamed the cross hole of the rocker bracket and inserted the rocker pins. Not a press fit, but I suppose brass rod isn't necessarily on size.
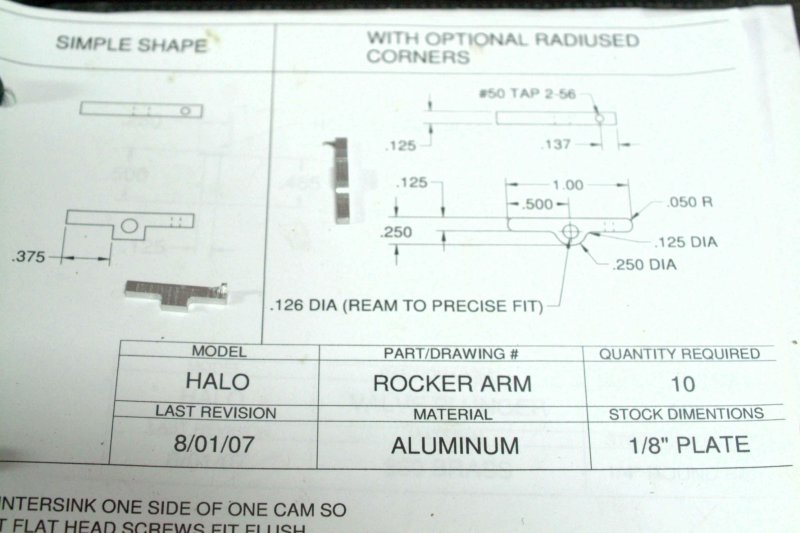
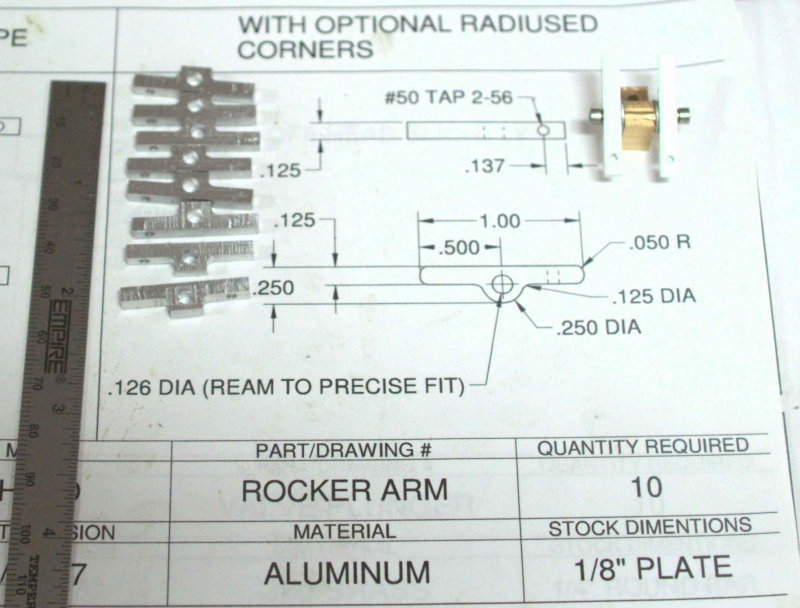
Next I started on the rocker arms. I first took a 6x6" piece of 1/4" aluminum plate and cut off as slice that I machined to 1" wide. I then milled the profile of the arms. The sides of the center section were milled with a 1/8" ballend endmill to obtain the rounded corner profile. I then used a 1/4" endmill to slice off 10 pieces. At the end of the cut the pieces would snap off leaving a large burr that would need to be milled off later.
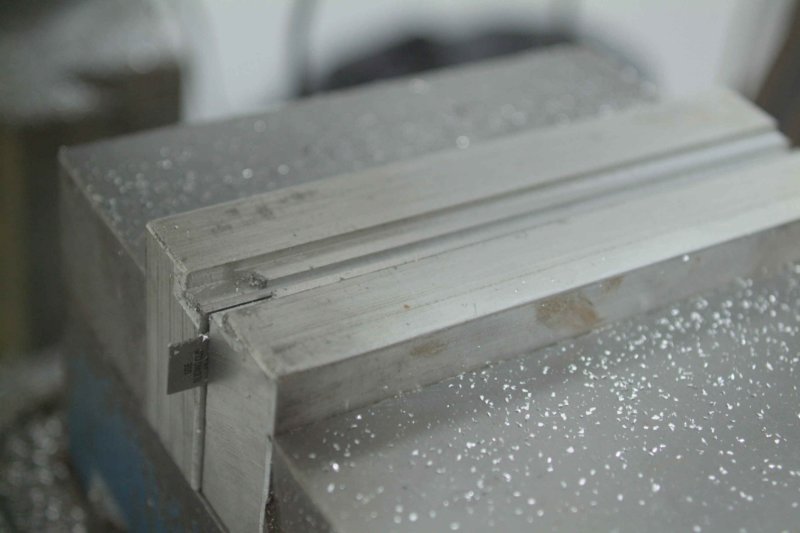
The next machining steps required the use of soft jaws on my Kurt vise, as both the rockers and the connecting rods to follow are 1/8" thick. After mounting the jaws, I milled off the existing slot with a 1/8" endmill to get a flat starting point. Then I clamped a 6" rule between the jaws to allow clamping room later, located the center of the slot with the edge finder, and milled a 3/32" deep slot with a 1/8" endmill.
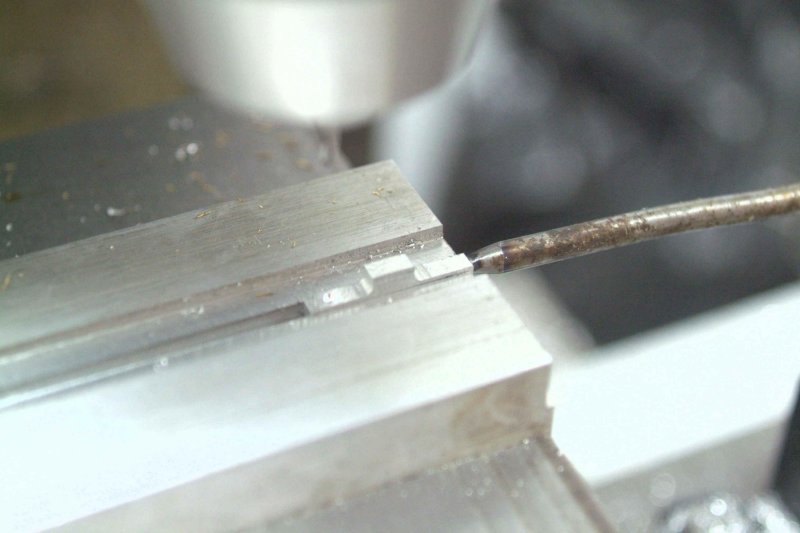
After positioning a vise stop and locating the x-axis with the edge finder, I was able to mill off the burr from each piece, and then drill the vertical hole that will accept the pushrod:
The same setup was used to spot drill, drill, and ream the cross hole for the rocker pin.
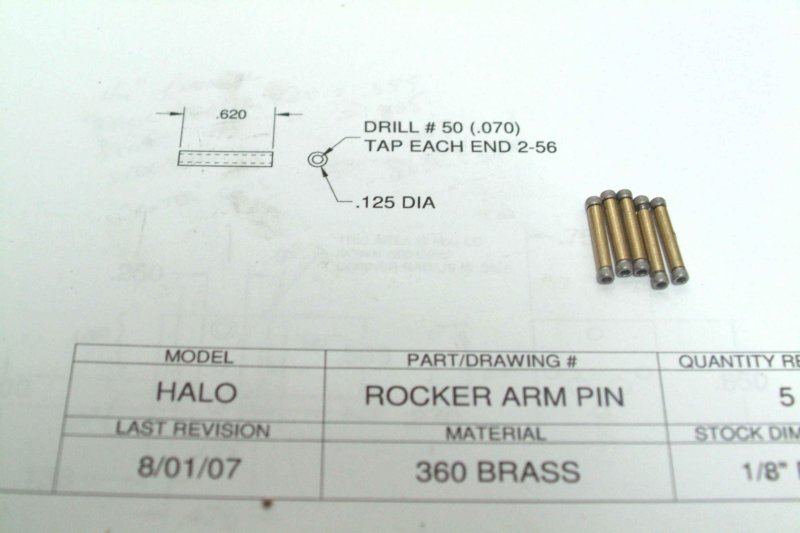
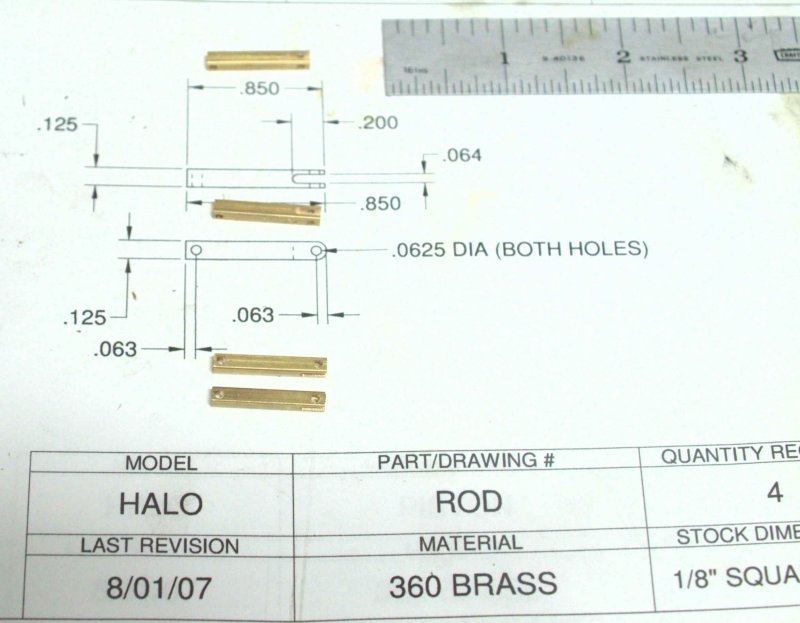
Finally, I cut four pieces of 1/8" square brass rod (using a wire cutter is quicker than hacksawing), and used the same vise slots to mill to length, drill the cross holes, and finally mill the slot in the end (1/16" endmill):
For those who haven't tried soft jaws and have a vise with removable hard jaws, I can recommend them for holding thin pieces where parallels are impractical. Note that you can drill into the jaws through the pieces, which is not a good idea with hard jaws.