Here it is , the water pump . The original design is from the Model Engine Builder magazine from a few months ago.
I scaled it down to get a proper size. The bolts are 0-80 and the impeller is brass, 1 in dia.
As in any small things, sealing is a problem! For the fromt cover, I used a large O-ring that did the trick. Same for the intake hub, it is mounted on two small O-rings so that it can be adjusted in any direction.
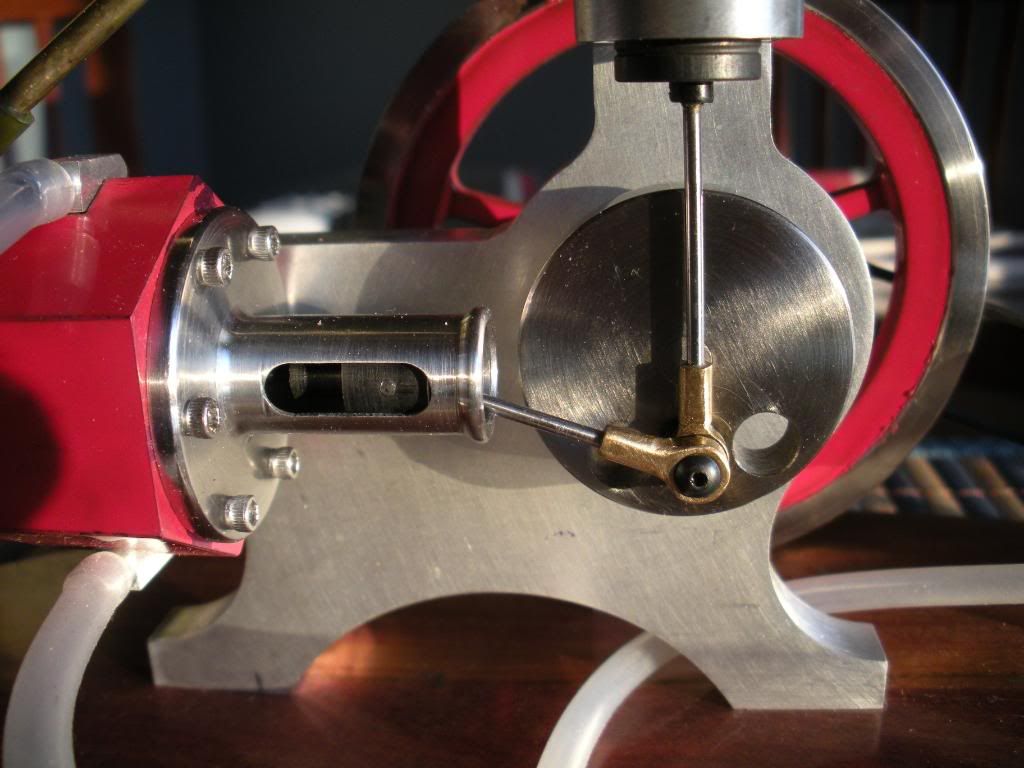
As to the main (power) shaft, that is a different story. I made a very small "kind of" cup shaped seal from delrin which seals okay when circulating water but if I presurize the pump, it leaks through the bearings.
Here are a few shots of the complete engine.
From the back side
A crankshaft close-up
The little burner from salvages medical gases manifolds ...
A couple weeks ago, I ran the engine with water for about an hour and it ran just fine.
Unfortunately, I made a HUGE MISTAKE when I stoped it. Knowing that I would put it aside for a while, I wanted to make sure to drain water completely from the system so I blew into the tube. Error, I then pressurized the pump, which made water to make its way through the bearings without noticing. A few days later, when I wanted to spin the pump, the bearings had seized

After turning it a few times by hand, I got it to move ut not as free as it used to be. Not free enough to be turned with a Stirling. I'll most likely have to replace the bearings.
If you guys have ideas on making a good seal around a .187 in shaft without too much drrag, feel free advise.