Trialnterror
Well-Known Member
- Joined
- Feb 3, 2013
- Messages
- 88
- Reaction score
- 47
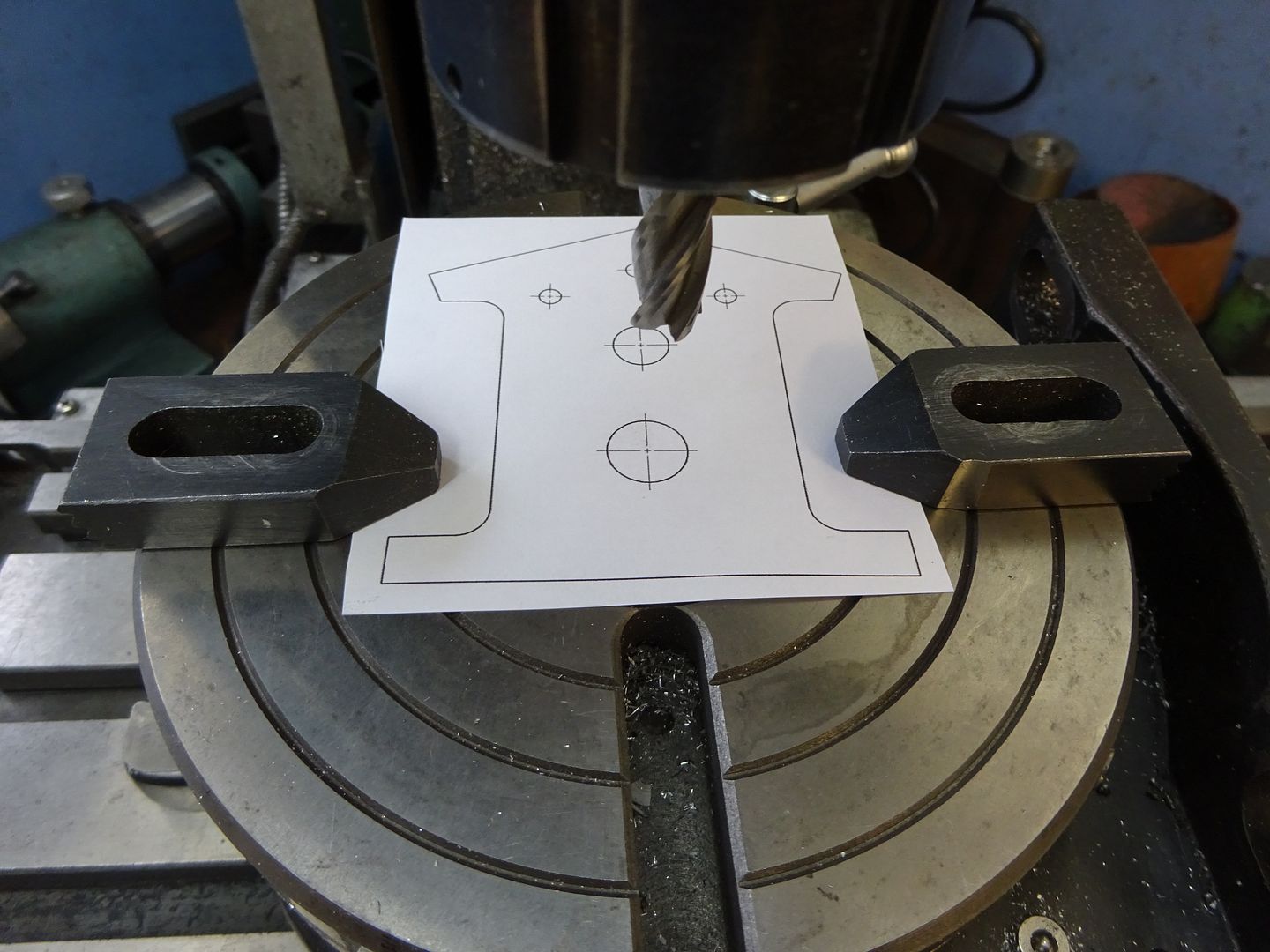
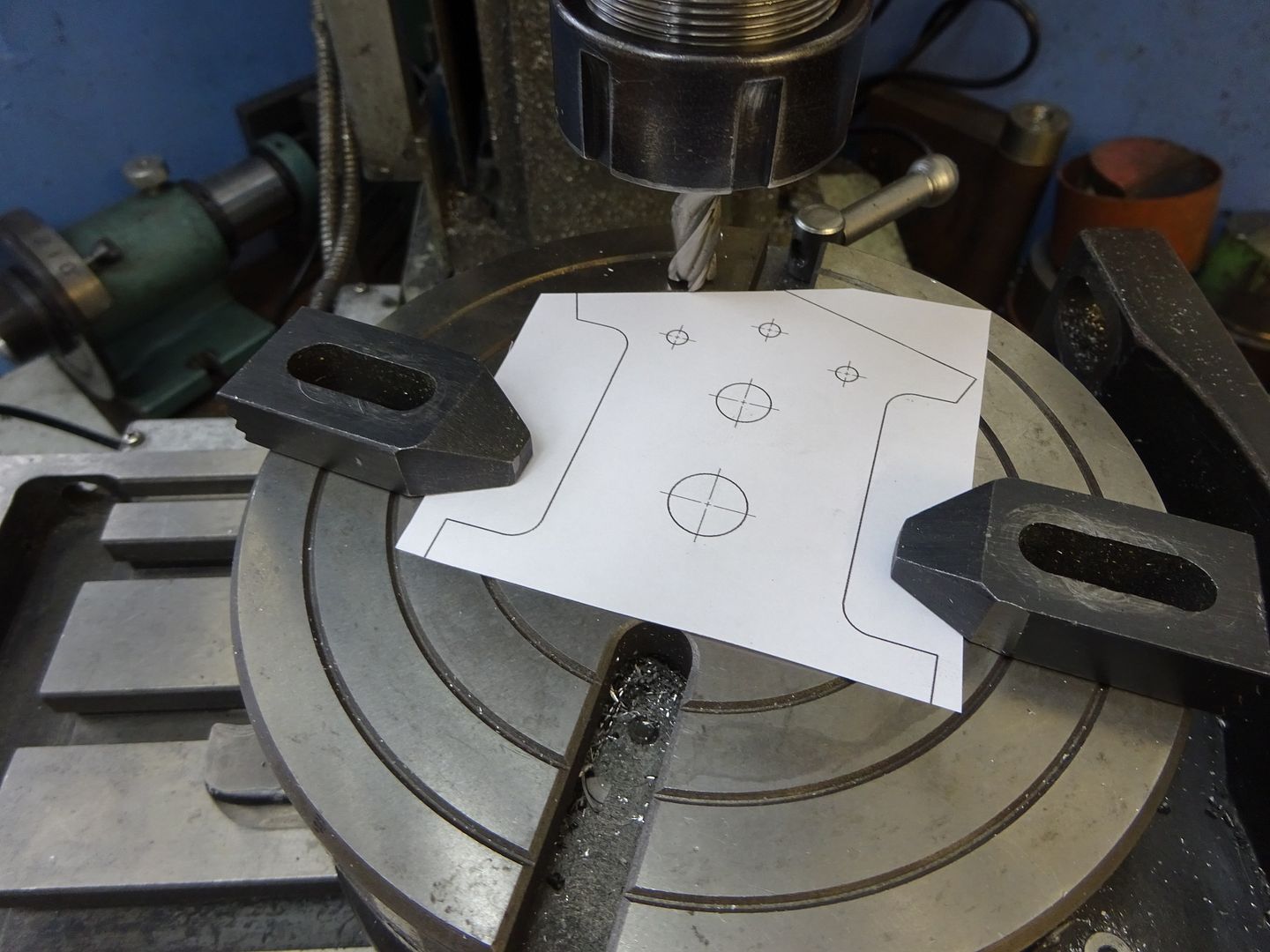
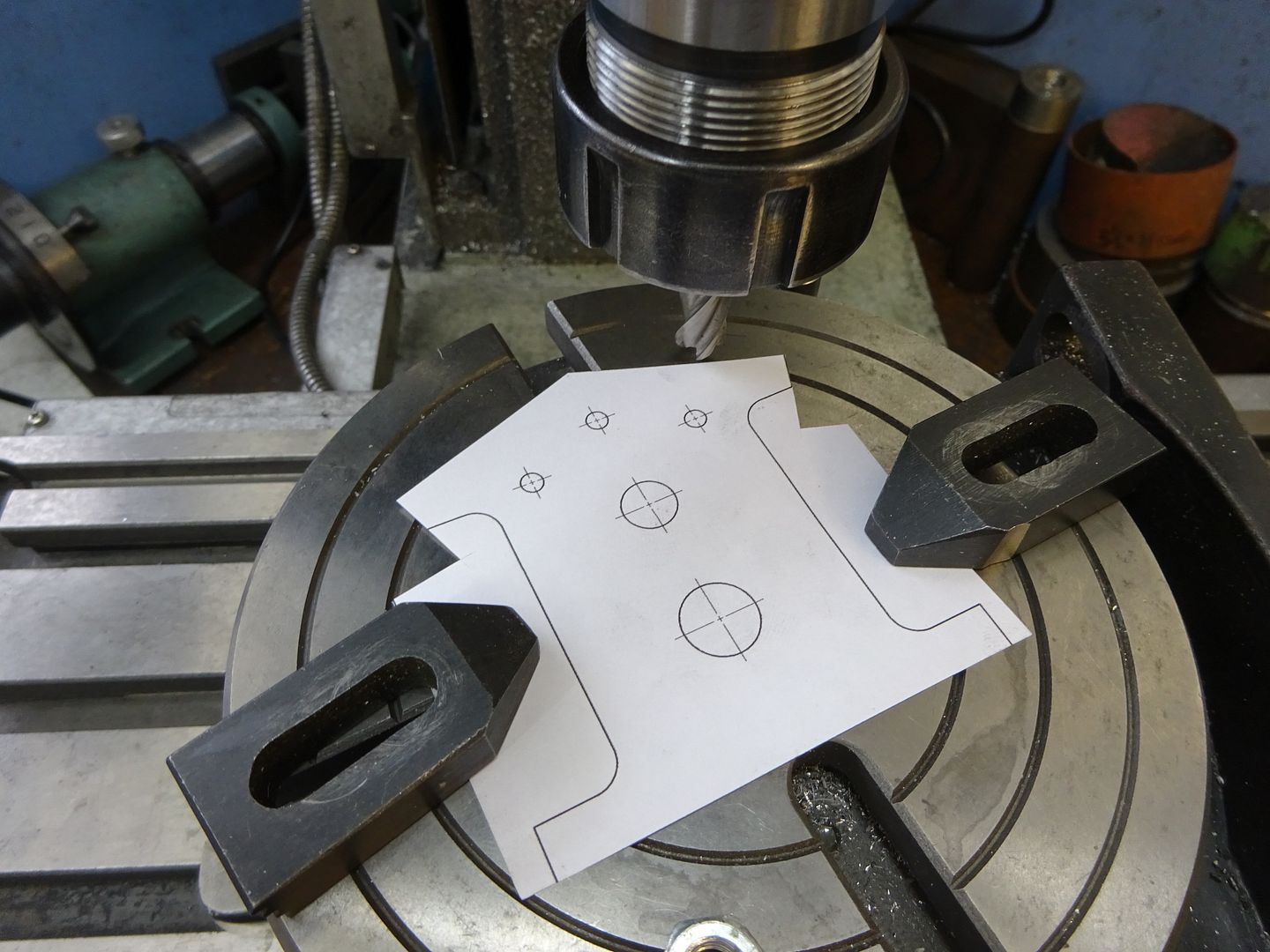
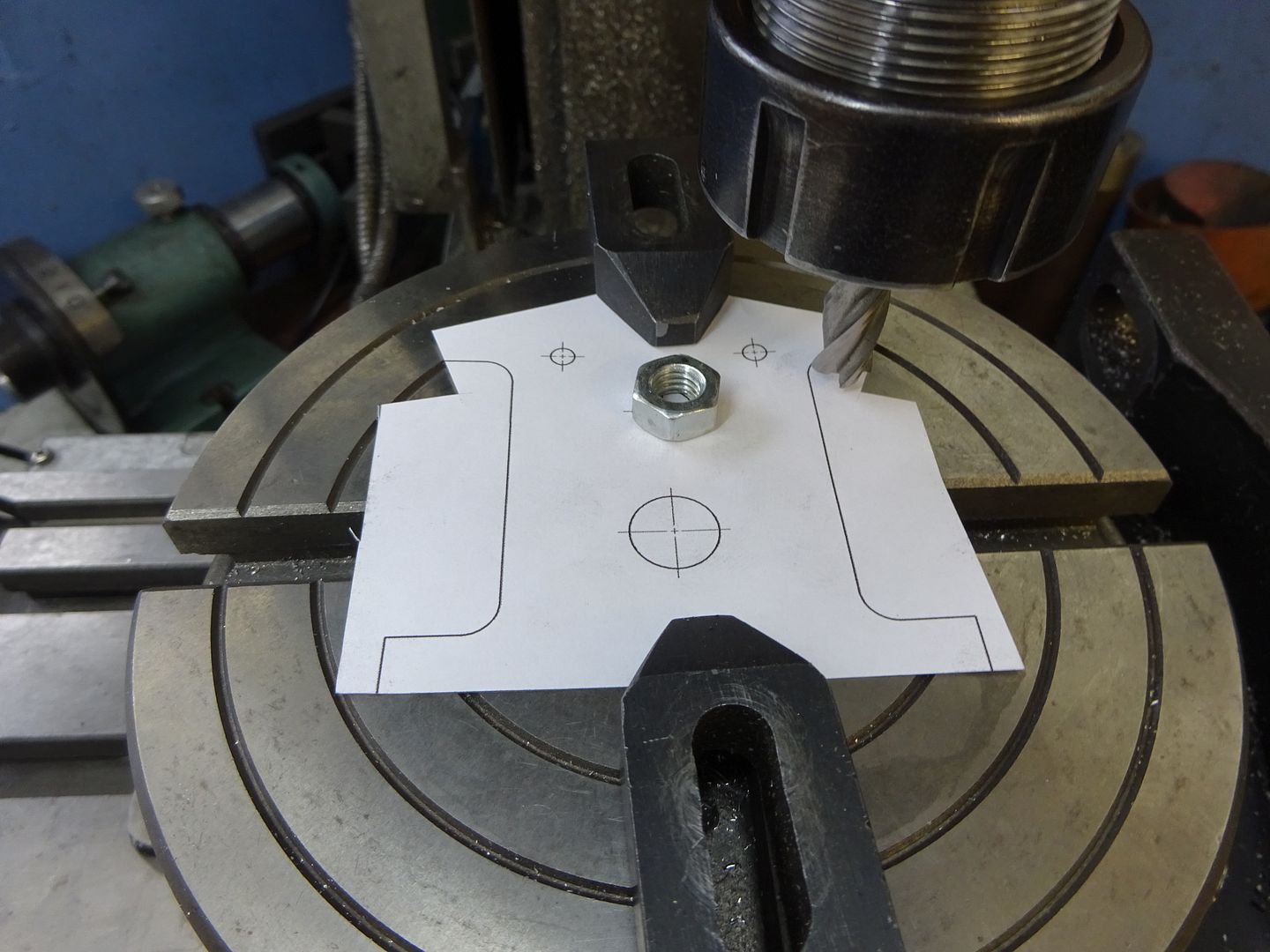
I've started the Hoglet I've started on the crank webs.
I've machined everything perfect except the final turn to dia.
It calls for R1.563 (3.126 dia) I'm at 3.108��
Question, do you think this is a big issue? Or when I build the rings just adjust them to fit?

I've machined everything perfect except the final turn to dia.
It calls for R1.563 (3.126 dia) I'm at 3.108��
Question, do you think this is a big issue? Or when I build the rings just adjust them to fit?