Some more progress; I wanted to have the loco running on air by tonight, but a tool for tightening hexagonal fasteners was carelessly projected into the mechanical processing plant...
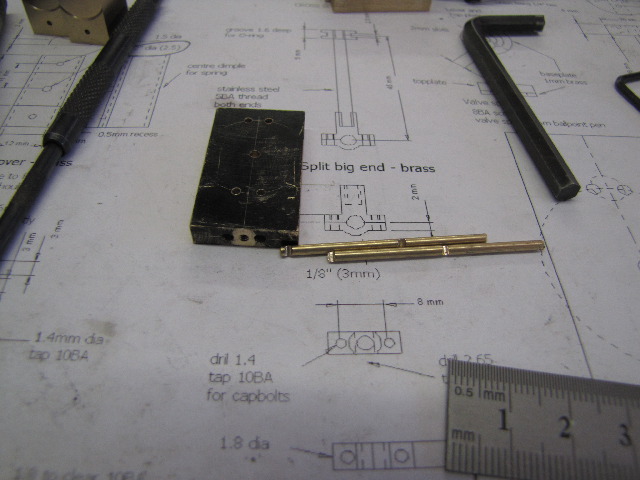
On Thursday evening I made the 2 con rods from stainless steel - threading one end (to get rid of the last bit that wasn't threaded properly, I just used the edge of a small half-round file to make the undercut after doing this thread):
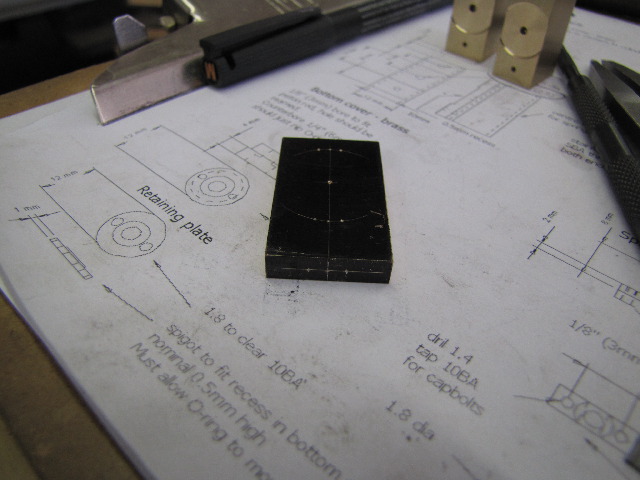
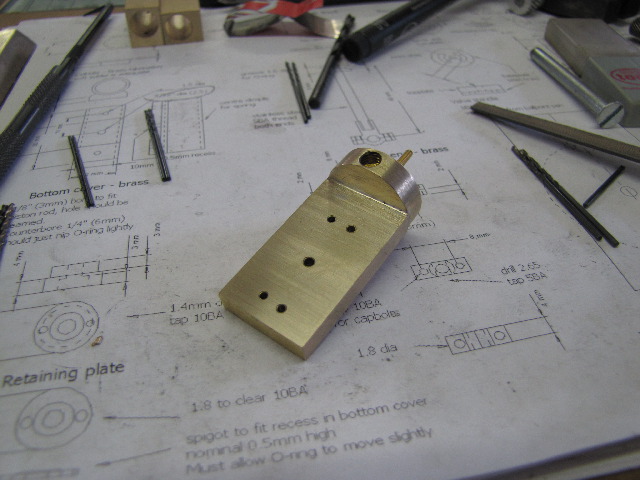
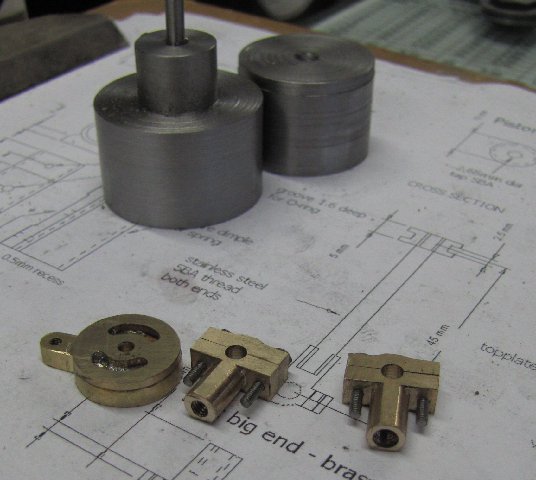
Saturday I made the bottom cylinder heads. Here I deviated significantly from the original plans. The originals show a simpler solution, but would be more difficult to disassemble for maintenance later on. I opted for cylinder heads that could bolt on - after checking that adequate clearance was available for these, and traditional stuffing glands. Digging around available stock, I decided to make each head out of 2 parts to minimise stock wastage
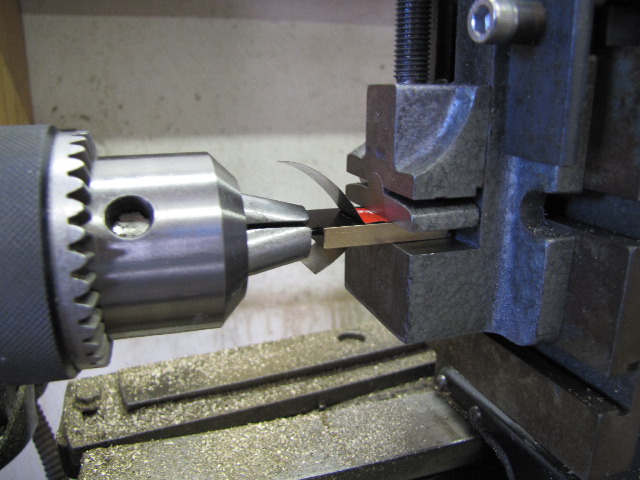
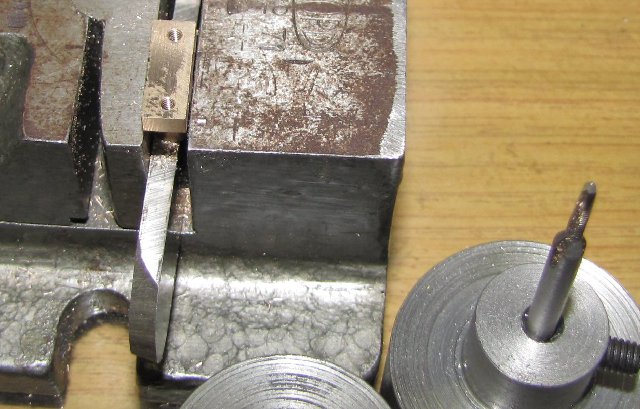
First up, machine the "inside" face of one, with a register to accurately locate on the cylinder head:
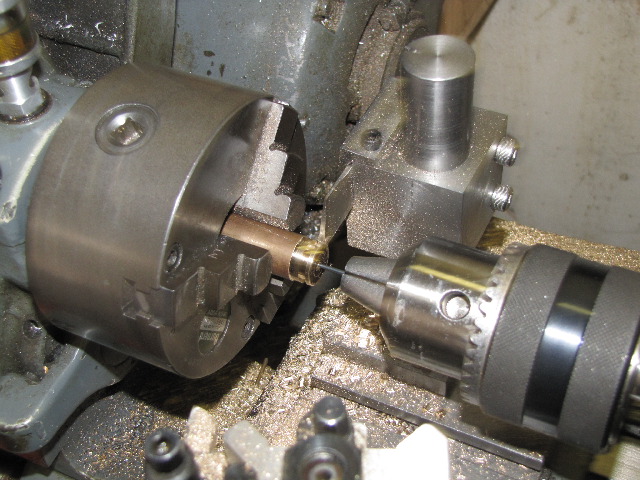
Grabbed the register part in the collet chuck after both were done in the 4-jaw, and faced to thickness with light cuts; there's not a lot getting held in the chuck! :
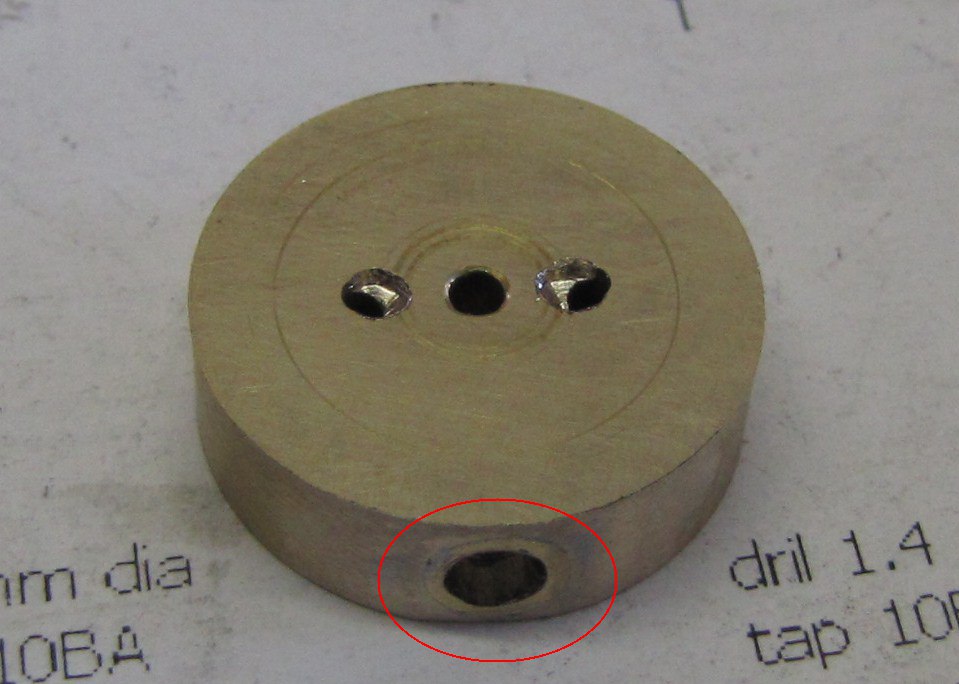
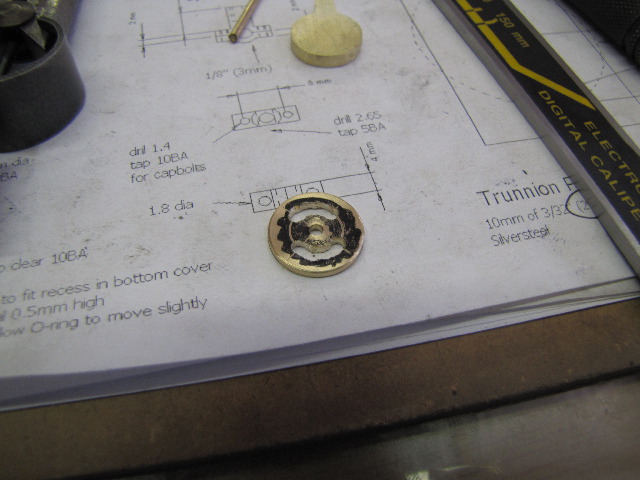
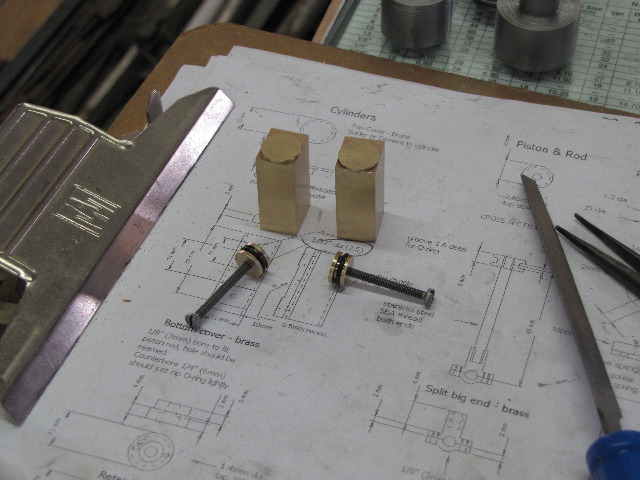
A bit of a lapse in photos followed; I drilled & reamed the some brass threaded rod I have to 4mm for the inside of the stuffing glands. Then drilled part-way to 5mm & threaded to M6. A "modified" m6 cap screw was used to cut the thread to final depth, as I don't have an M6 plug tap. The outside of the rod was then turned to a tight fit for the 8mm holes I made in the cylinder heads earlier. Parted off, pressed into the cylinder head, and repeated for the other one.
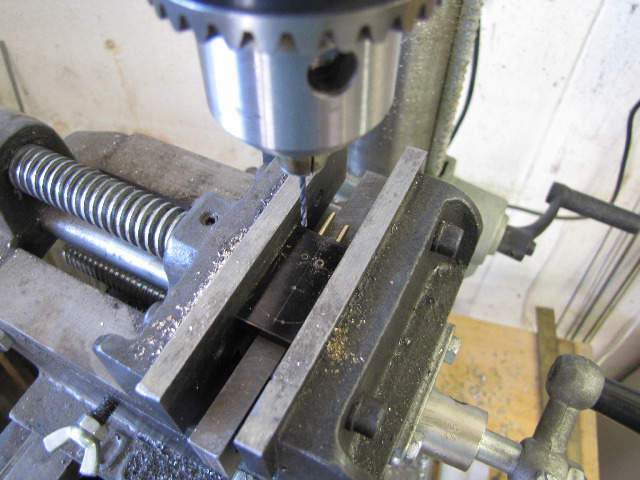
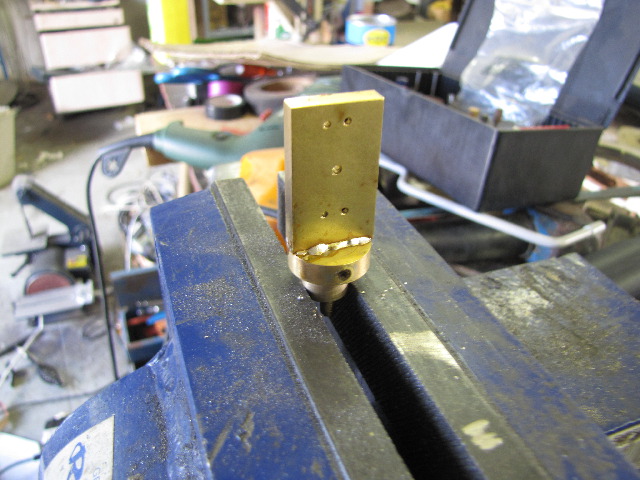
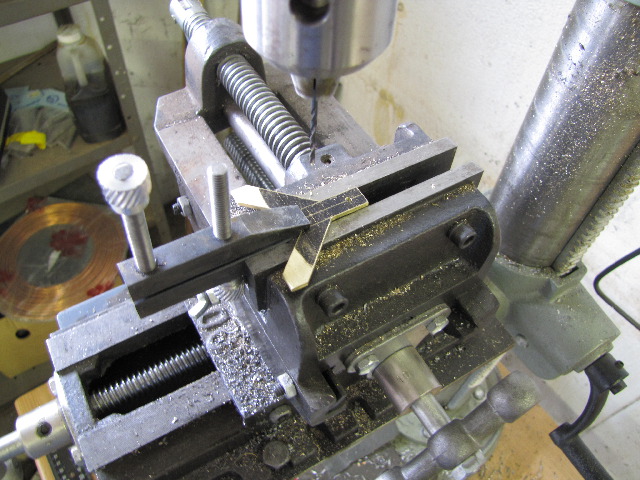
I decided to go the studs 'n nuts route to bolt the heads to the cylinders; the studs to be loctited into the cylinder, so instead of faffing around with a 1.4mm tapping drill for the 10BA studs, I went with 1.5mm; my drill press chuck can clamp 1.5, but not 1.4. Toolmakers' clamps keep the cylinder heads in place while drilling:
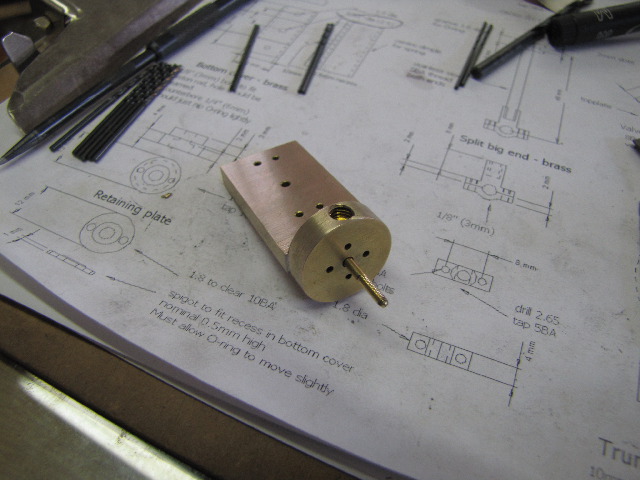
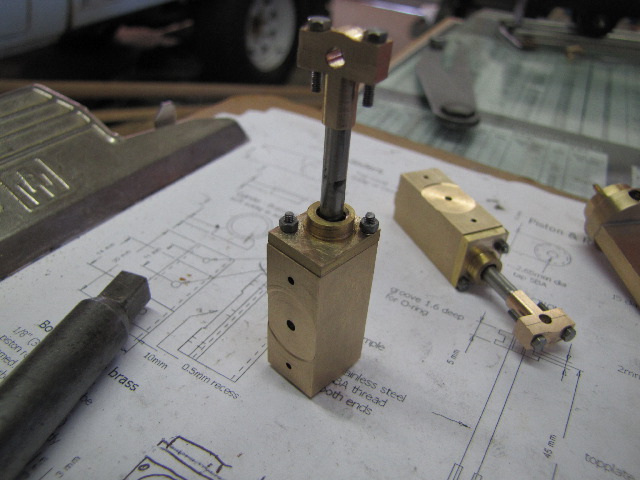
All bolted up; the side of the cylinder head on the port face side is intentionally shorter; I don't want it running against the port block.
I wanted to carry on past this on Saturday, but social life made a call & off to a BBQ I went; that's also why I didn't update last night...
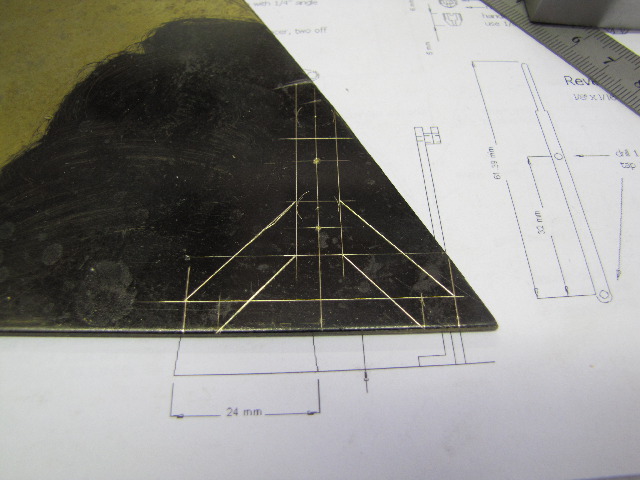
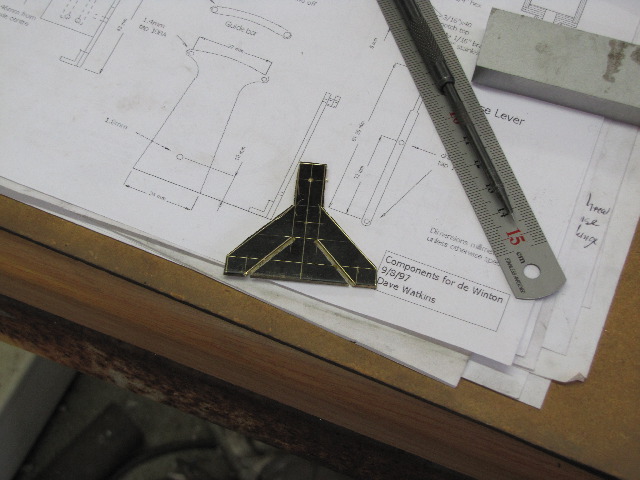
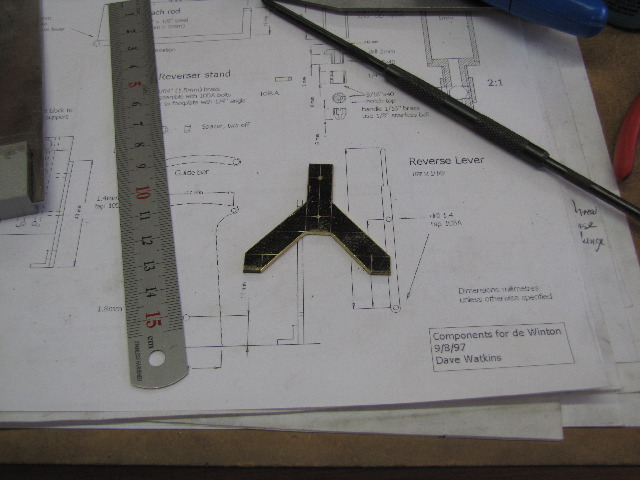
This morning, after recovering from a very late night out, I started on the engine mounting. 2 weeks ago, I found some brass plate offcuts at the place I get stainless steel from; I put a corner of a triangular piece of 2mm plate to use:
After some free-hand bandsawing:
And some time & sweat with a file:
This piece of plate was nice and soft, so I marked out the mounting feet on a flat piece, and used a hammer and the big vice to make it into an angle:
Once again using the toolmakers clamp for drilling an awkward-to-hold piece:
Now comes a bit of a booboo...
Having made the engine mounting & it's feet, they needed to get soldered together. No soft solder for this one, silver solder is needed for a high-strength joint.
With the back edges of the feet a bit round from bending and difficult to keep square, I decided to use a piece of aluminium angle to keep everything together and nice and square, and to let the silver solder flow onto the "round" part to make the mounting nice and flat. It looked so good all set up and fluxed, ready for soldering:
Used my oxy-butane kit to heat up one side; flux bubbled, flowed & I needed "just" a bit more heat for the solder.... then the ally called it quits:
Sorry; poor photo; I was just a tad annoyed. Might have worked with thicker aluminium, might not...
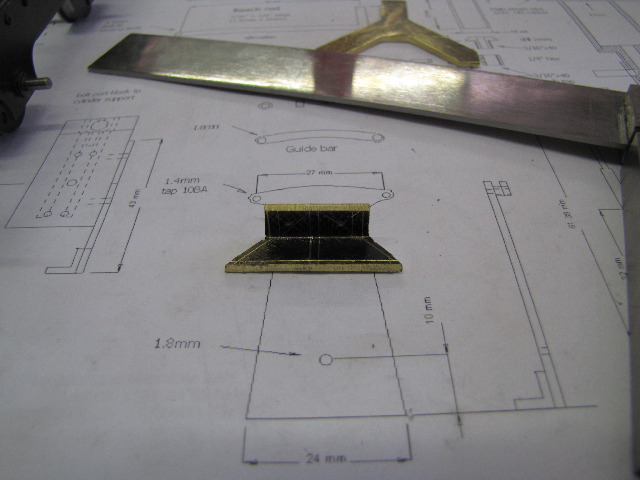
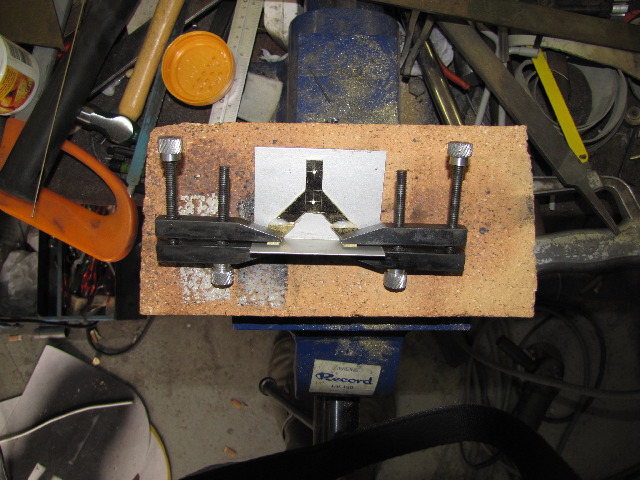
So I left everything, including myself, to cool down, cleaned the parts up again, and used bits & bobs to hold things in place and re-did the job:
Dumped the mounting in citric acid for 1/2 hour - came out OK; I overdid the silver solder on the one foot, as it moved while doing it. I'll clean the excess off later and neaten up the mounting:
Next up, marked out the mounting holes on the loco frame for the engine mounting; lots of calculations needed off different sheets of the plans to get correct measurements, but finally got it. Used a square to make sure things stay in alignment, and the 2mm drill bit finger-twirled through the mounting holes to mark the spots through the paint.
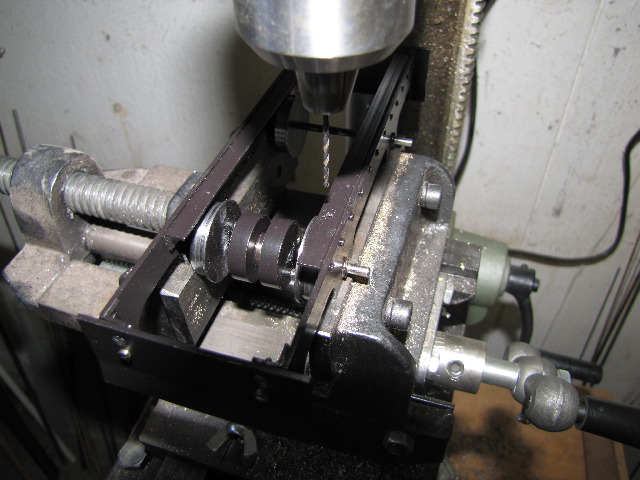
Drilling 1.6mm holes for M2 tapping on the marks after punching. I supported the frame on the vice jaws, and held on firmly. Drill press set to 1500 rpm, and a good positive feed used, as I don't want a repeat of the stainless angle work-hardening like I had earlier in the project:
The tapping guide I made for the 10BA taps works well for the 2mm taps as well, so just tapped the holes after drilling; using all three taps in sequence.
Next up, I calculated & measured the correct end of the port block for drilling & tapping the mounting holes. I stuck some masking tape on the port faces to protect them in the vice while drilling the holes; with the drill press depth stop set so I would not break into the steam passages on the inside. Tapped these holes as well, and to get to depth, I ground the tip with the broken teeth off the 3rd tap in my old M2 set, and used it to thread to bottom on the holes
")
- never throw away "abused" taps! - Sorry no photos again...
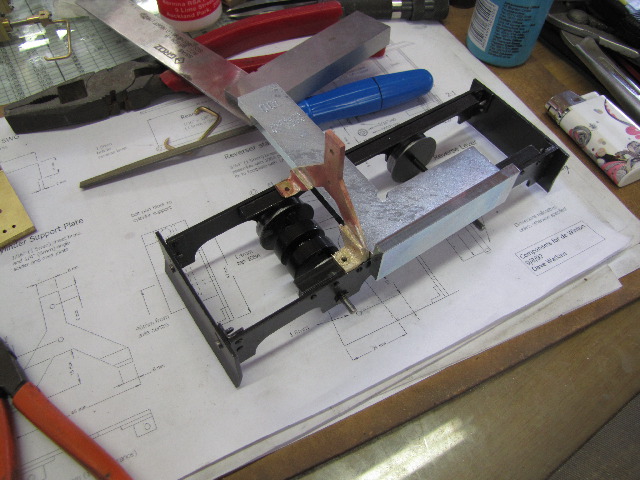
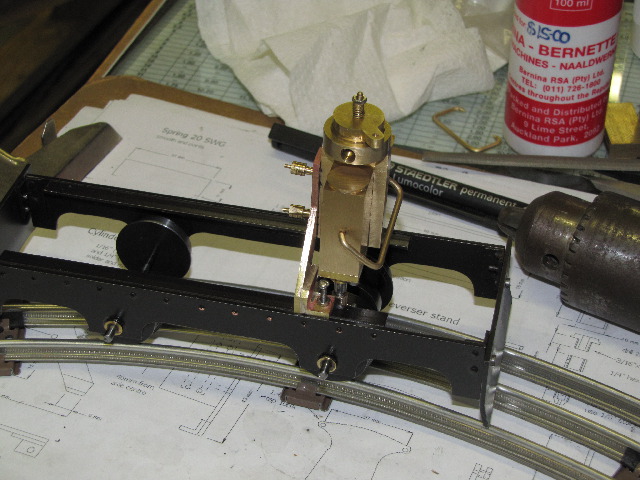
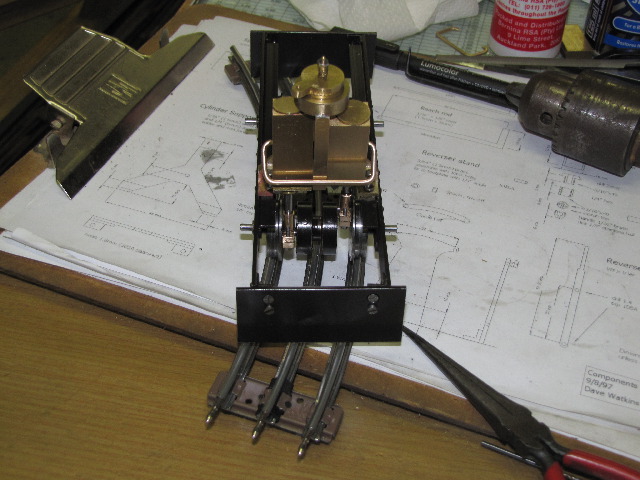
Mounted everything up for a look-see & to see where problems might (DID) arise. Lots of screws to shorten/make, and parts to give a final finish to still left here, but tests first:
Now the problems started...
When turning the engine over by the wheels, it was still very stiff; I felt the pistons were stiff in the cylinders earlier; primarily because of the o rings, and I hope that will wear in properly. Couldn't go full-throw to the bottom of the cylinder stroke; checking, I found that I must have made a mistake somewhere, and that the port block is mounted about 1.5mm too high. Top of the cylinder stroke with the big ends disconnected has adequate clearance, so I'll make new con rods, 1.5 mm longer; easier than to re-do all the mounting holes!.
And then the real spanner in the works hit... After dismantling the engine, I just gave the main drive wheels a spin, and they were stiff and wobbled! - never did that; was running very smooth up till now. Closer inspection, and the loctite had come loose on the crank pins, and the assembly warped. So, I need to disassemble the crank assembly and drive wheels and re-do it. This time, I'll silver solder it. Oh well, more practice
Regards, Arnold