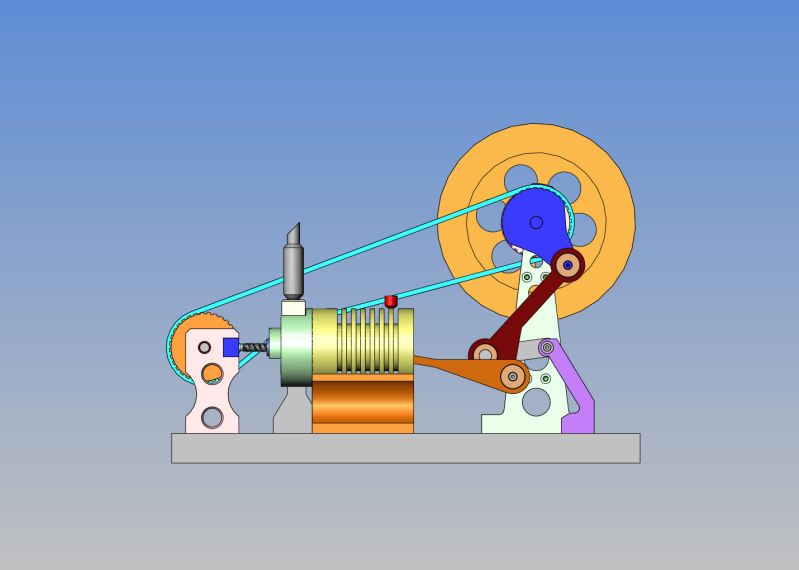
I have made a somewhat arbitrary decision to go with a 5" diameter flywheel instead of the 6" one in Jan Ridders plans. Why?---Because I happen to have a peice of 5" diameter x 1" thick brass that cost a small fortune left over from my Donkey engine build. I will leave the web a bit thicker than Jans plan, to add some mass. My rational is that if it works that way, I'm ahead of the game. If it doesn't work, I will buy a 1" length of 6" o.d. x 5/8" wall steel tube and shrink it onto the o.d. of the brass. I have made many flywheels with aluminum centers and a brass outer ring and they worked fine and looked good.
")