black85vette
Well-Known Member
- Joined
- Jan 18, 2009
- Messages
- 1,084
- Reaction score
- 24
***********OFFICIAL VACUUM FILLER*******************
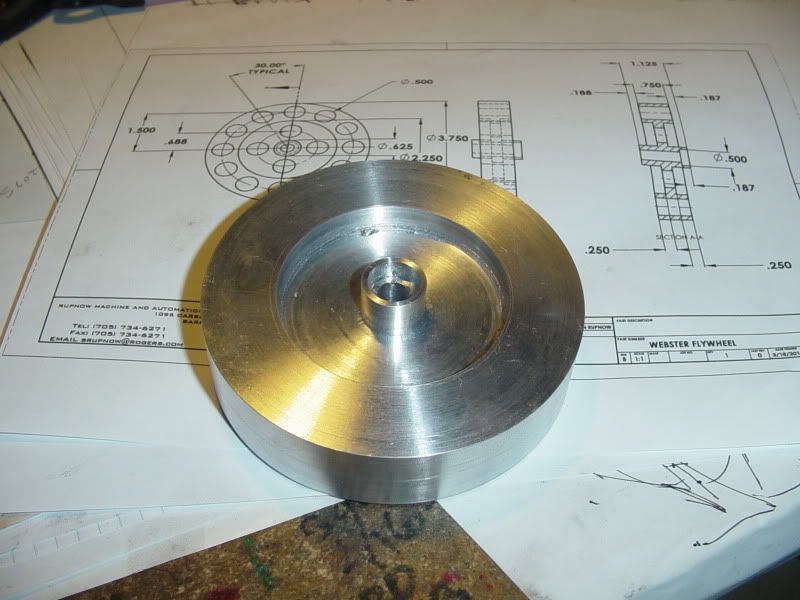
Cylinder is looking good. What are your plans for the rings?
Cylinder is looking good. What are your plans for the rings?
") :
: