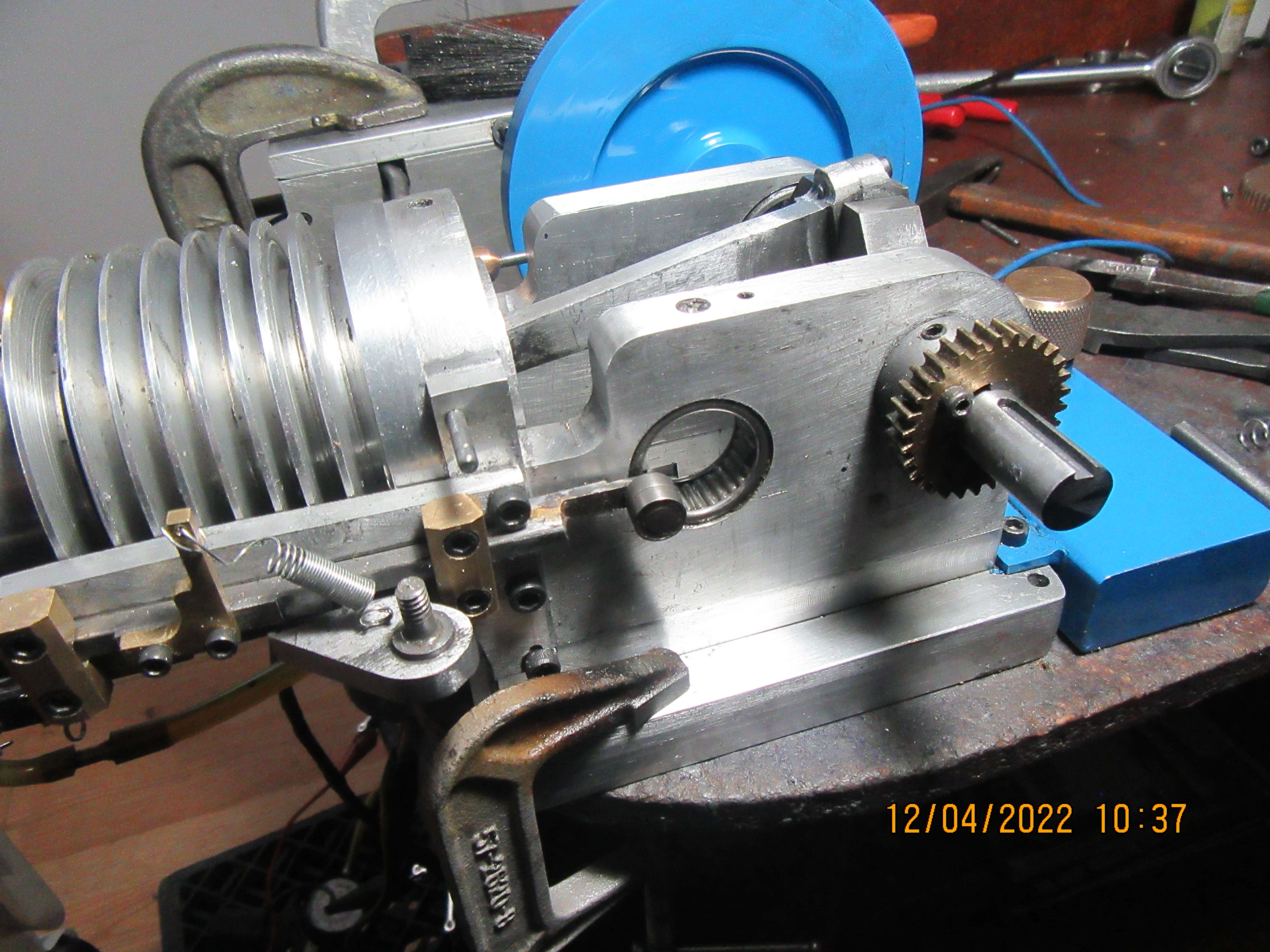
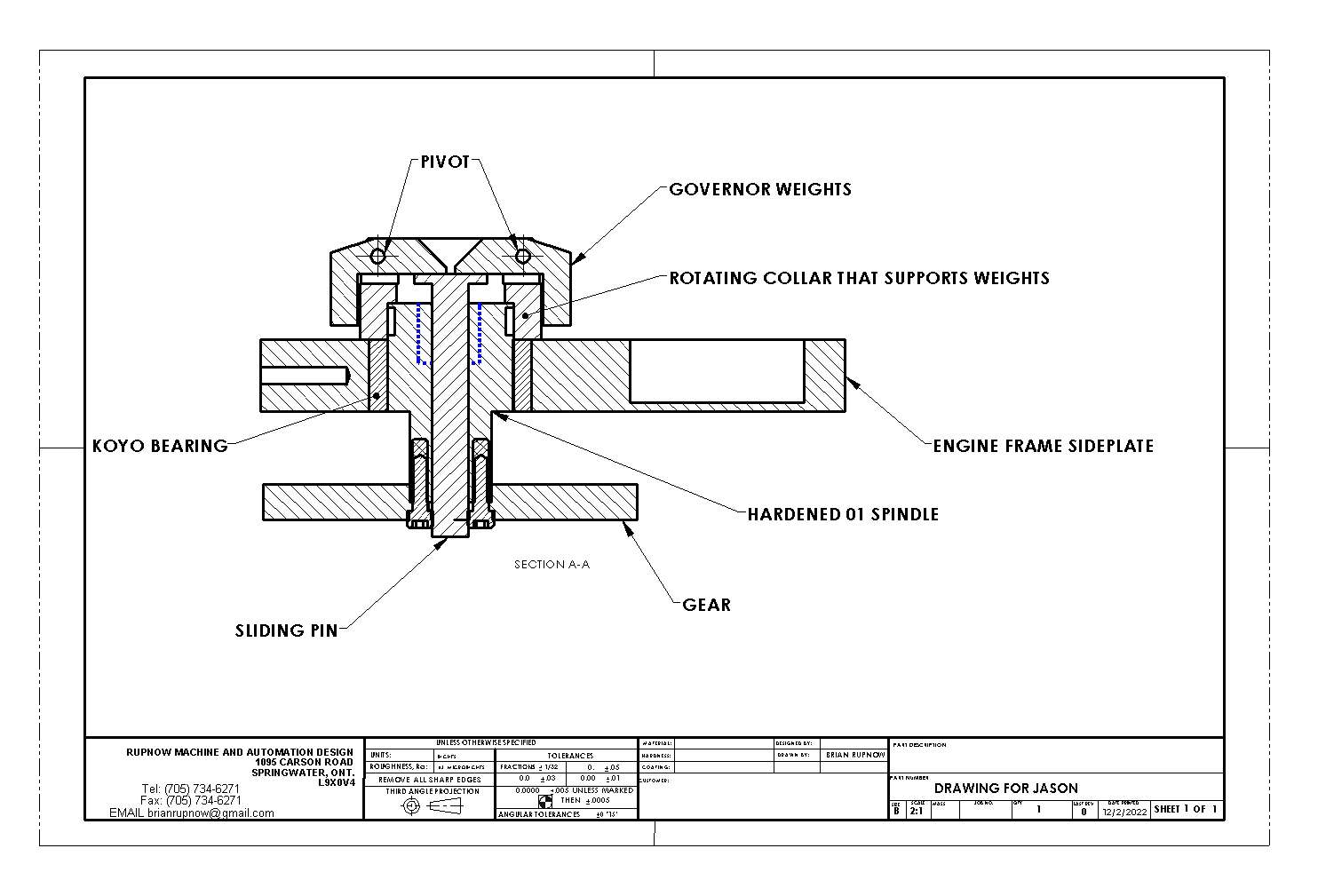
Thank you for that information Jason. I have carbided a counterbore to hold a spring where the blue dashed lines are. it wasn't that hard a job. The big trick now will be to choose a spring of the right size and strength.---Brian
Last edited:
")