scootermcrad
Active Member
- Joined
- Dec 20, 2010
- Messages
- 35
- Reaction score
- 1
Update...
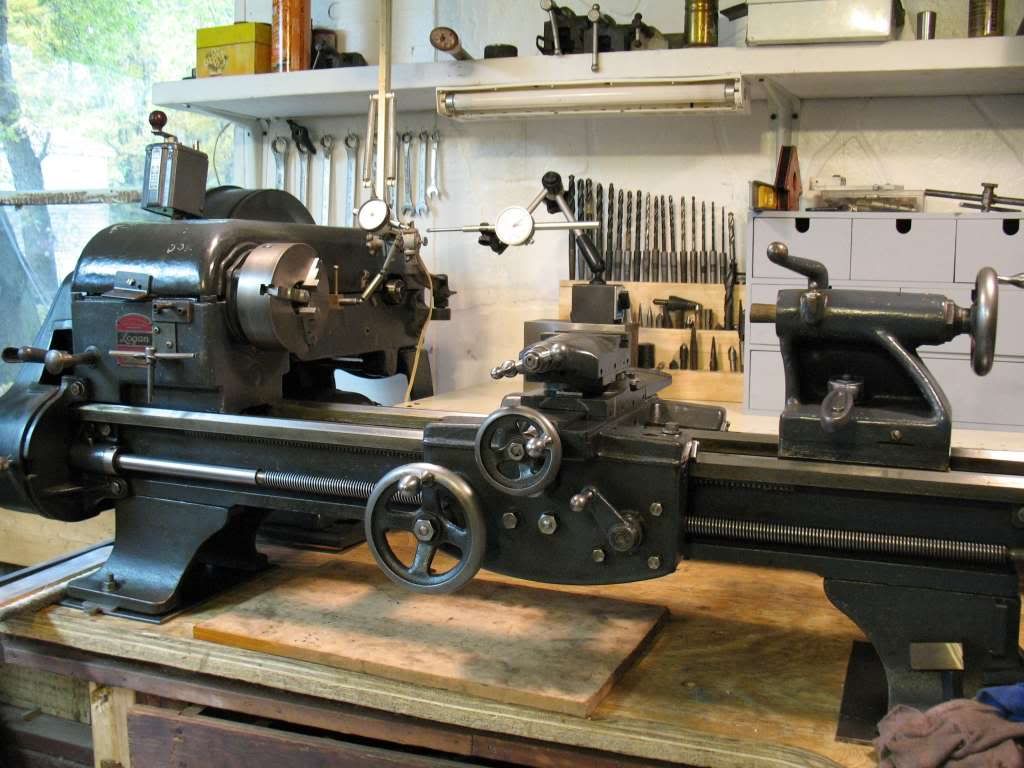
Spindle bearing cover LA-194 is now installed. Indeed, the piece that was screwing up the works was LA-195. It was installed backwards, as suggested, and was keeping 194 from sitting correctly. The bearing looked to be in good shape and was retained by a clip. I added some grease and put 194 and 195 back on.
AND! I pulled the jaws out of the 3-jaw chuck to have a look at them. They are indeed worn. The #1 jaw was not even square. Was warn on the tow and heal. Can they be reconditioned or should they just be replaced? I thought about putting them in the mill and facing each one square, again until dimensionally they all matched. Is it worth it? Not sure if I can get jaws for it. It's made by Falls Products. Don't know if they're even around anymore.
The #1 jaw was not even square. Was warn on the tow and heal. Can they be reconditioned or should they just be replaced? I thought about putting them in the mill and facing each one square, again until dimensionally they all matched. Is it worth it? Not sure if I can get jaws for it. It's made by Falls Products. Don't know if they're even around anymore.
Spindle bearing cover LA-194 is now installed. Indeed, the piece that was screwing up the works was LA-195. It was installed backwards, as suggested, and was keeping 194 from sitting correctly. The bearing looked to be in good shape and was retained by a clip. I added some grease and put 194 and 195 back on.
AND! I pulled the jaws out of the 3-jaw chuck to have a look at them. They are indeed worn.
The #1 jaw was not even square. Was warn on the tow and heal. Can they be reconditioned or should they just be replaced? I thought about putting them in the mill and facing each one square, again until dimensionally they all matched. Is it worth it? Not sure if I can get jaws for it. It's made by Falls Products. Don't know if they're even around anymore.