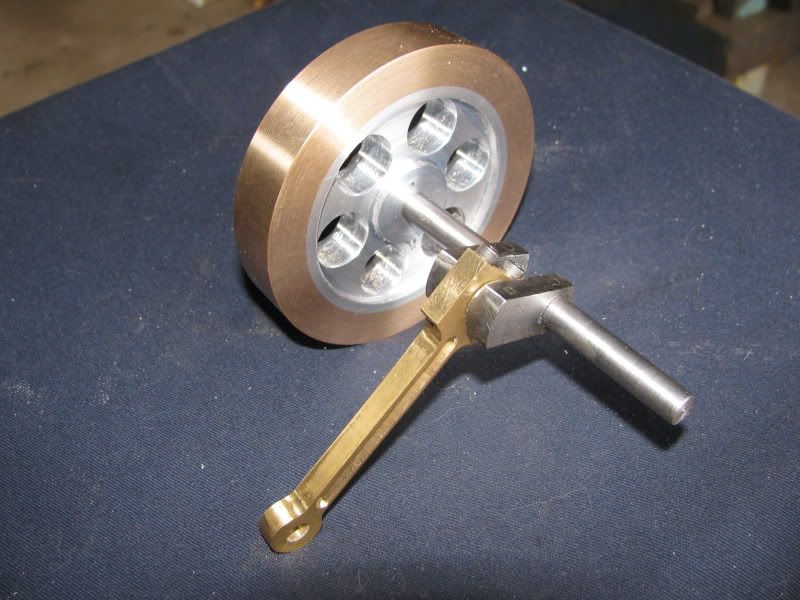
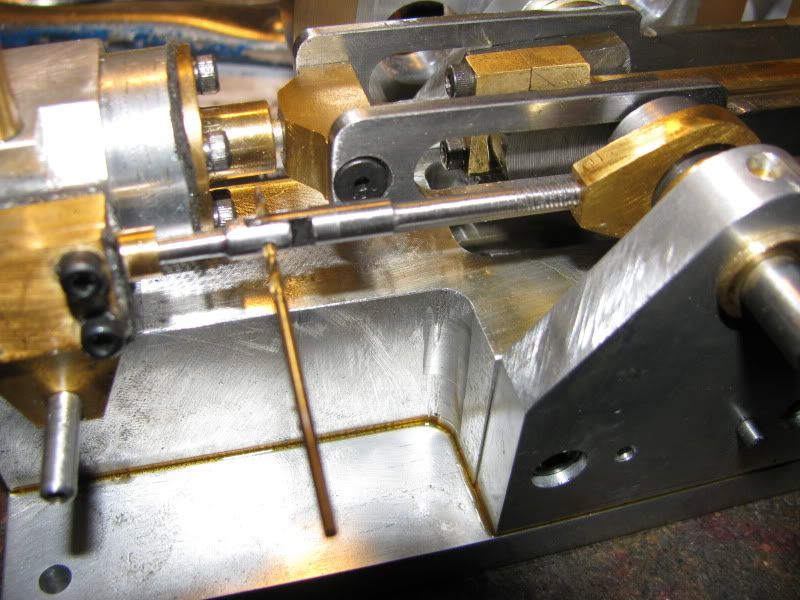
In case I never mentioned it---I HATE 4 JAW CHUCKS WORSE THAN SNAKES!!! I hate them worse than Canadian Winters!!!---And Damn, I really hate them when I make a cam thats supposed to have an 0.050" offset and somehow ends up with a .025" offset!!!

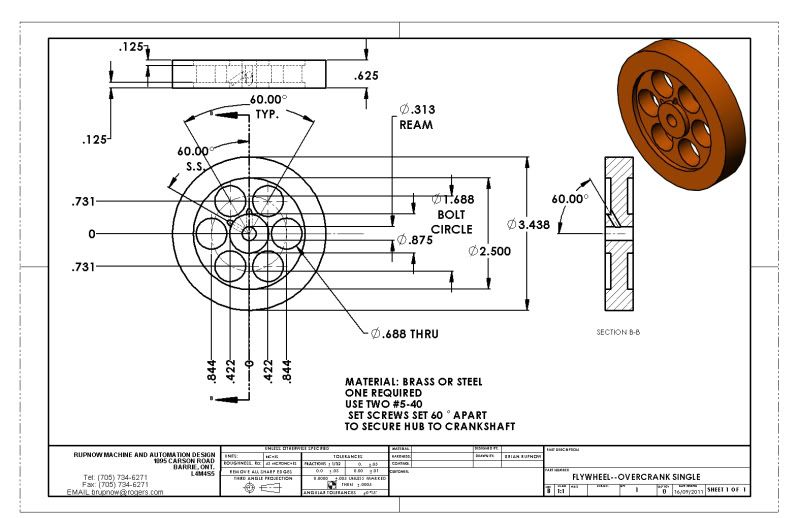
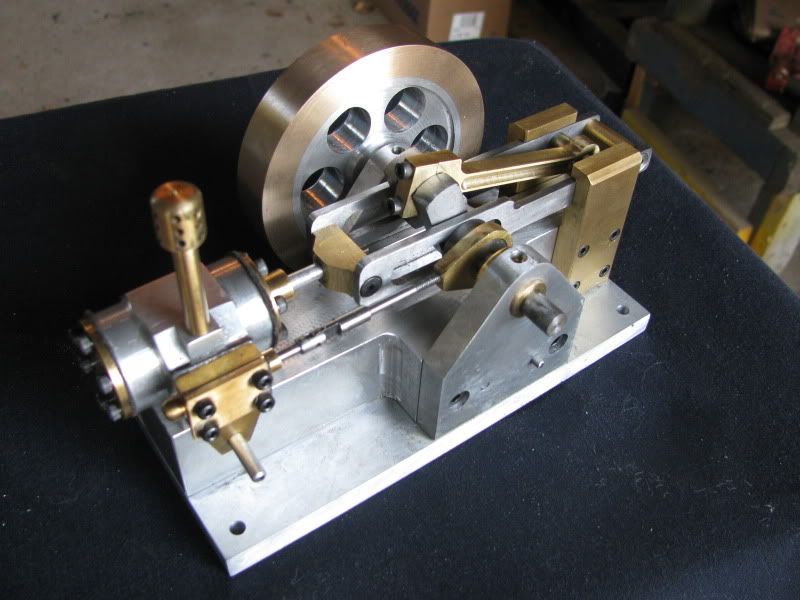
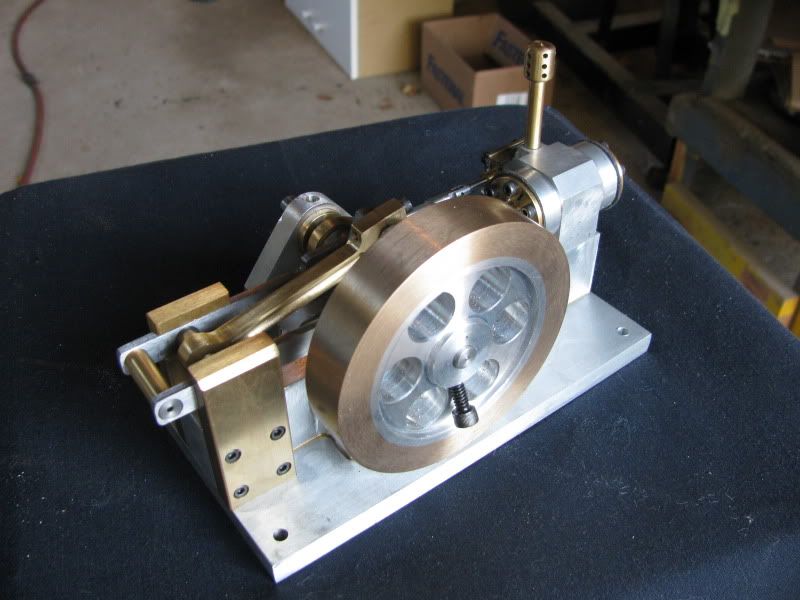
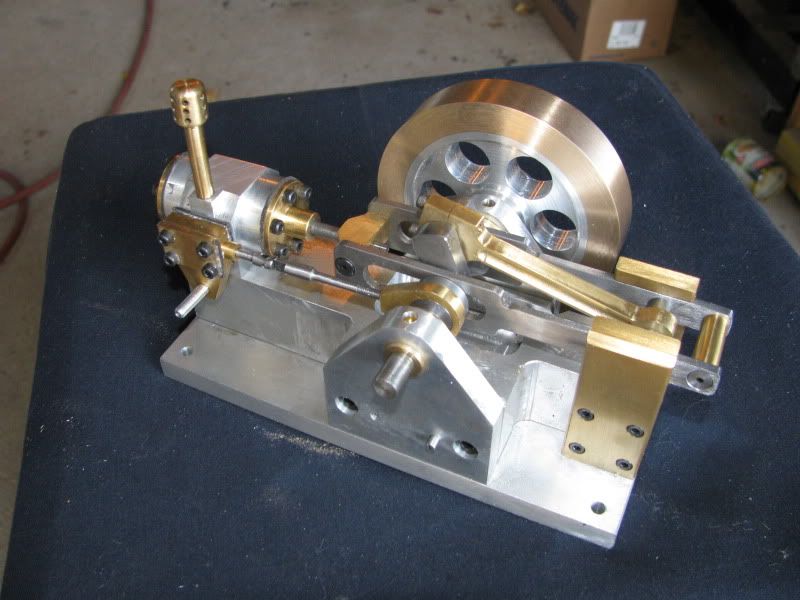
Overcrank Single Cylinder Engine
- Thread starter Brian Rupnow
- Start date